





常見的鈦三通管件,因其管徑小、壁薄,而要求零件承受壓力又高,來用鑄造方法來制造不但鑄造難度大而且其質(zhì)量不能保障。若采用兩根直管焊接成形,因焊縫為兩圓柱的空間相貫線,下料與焊接操作都很難把握好,再者零件尺寸小,只能從外部焊接,其內(nèi)壁焊接質(zhì)量不易保持。鑄造與焊接即便可以完成其形狀制造,由于它們在工藝過程中難免有氣孔夾渣產(chǎn)生,這和工藝缺陷對于中高壓管道是不允許存在的。
采用模鍛或徑向擠壓工藝先制成T型實(shí)心壞料,然后,再分別進(jìn)行水平和垂直方向鉆孔的方法,但實(shí)驗(yàn)結(jié)果表明鈦三通管件質(zhì)量不易保持,此外,這種工藝存在有加工工序多、所需設(shè)備大、金屬材料利用率低等不足之處。
最后決定采用直管擠壓成形,將注滿填料的直管坯放入模腔,上、下模合模閉緊,然后用和管徑尺寸一樣的頂桿(2件),從兩側(cè)以相同的速度推擠,模腔內(nèi)的鈦管在兩端壓力作用下定然要產(chǎn)生塑性變形;鐓粗或沿模具的徑向孔擠出。
因管內(nèi)已注滿不可壓縮的填料,故鐓粗變形是不可能的,因此,直管在壓力作用下同填料一起從模具上開設(shè)的徑向孔擠出.為了防止已擠出的徑向管在填料的內(nèi)壓力作用下脹破,在模具的徑向孔內(nèi)裝一頂桿,對擠出的徑向支管施加夠足的壓應(yīng)力。
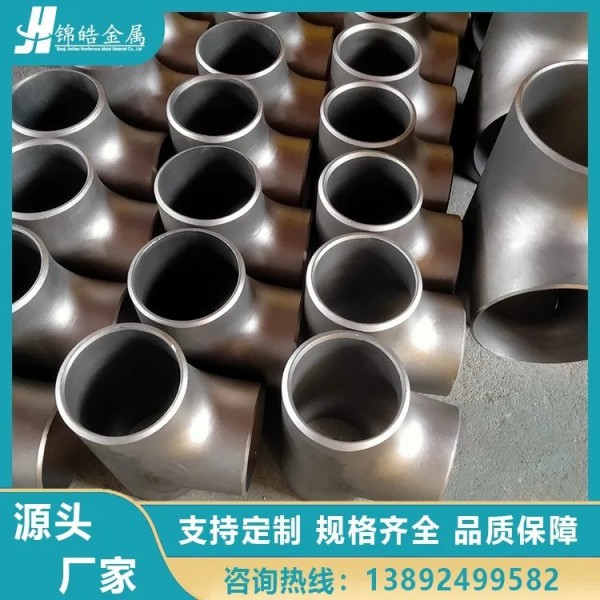
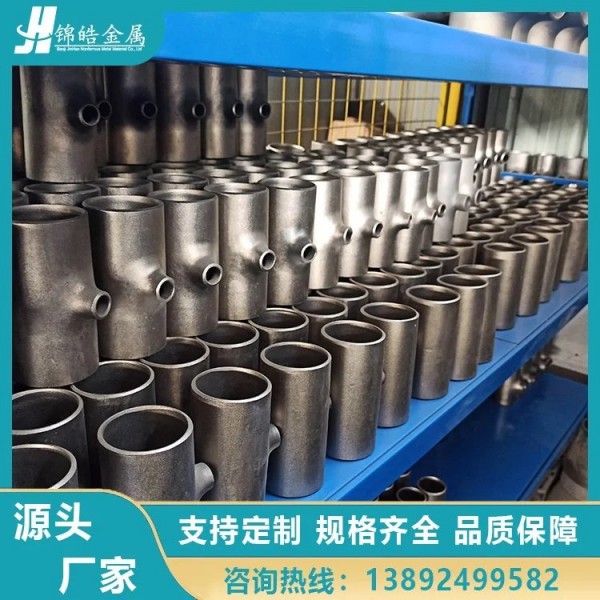
當(dāng)擠出支管達(dá)到尺寸要求時(shí),開模取件,清出填料,即可得到所需的鈦三通管件,實(shí)踐表明,擠出的三通管件3個(gè)方向壁厚相同,鐓粗變形很小,擠出部分高度達(dá)管徑的2~3倍;另外,因填料和鈦管在模腔內(nèi)同步運(yùn)動(dòng),管件內(nèi)壁無機(jī)械劃傷,尺寸與質(zhì)量達(dá)到圖紙要求。