
在攀鋼鈦業公司鈦渣廠,25.5MVA鈦渣電爐(國內最大的鈦渣電爐)采用控制液壓系統電磁閥得電時間,來實現電極升降動作從而達到對單相電極熔煉過程的恒流控制。為達到爐內電極三相功率平衡,在以電流為主進行控制的同時輔以二次電壓的調節,來保證輸入爐內的三相功率在一定范圍內達到平衡。
在鈦渣冶煉工藝中,使用西門子S7-400 PLC對電極調節過程進行控制能夠保證設備可靠、準確運行,完全能滿足鈦渣冶煉過程電極控制要求。
1 電極電流控制工藝要求及控制原理說明
常規的電極升降控制,被控量計算取決于電極升降調節方式,有阻抗控制、功率控制和電流控制。而鈦渣冶煉是按功率曲線的設定和優化進行控制。
一個完整的工作過程是系統投運前,自動檢查各設備運行狀態,使其置于設定的初始位置,并由PLC系統發出確認指令,電極的升降控制由預先輸入到PLC的功率曲線來完成。
在鈦渣冶煉過程中由于同時存在電阻爐和電弧爐的工作過程,所以我們應按2個階段來考慮。在埋弧時,電極下部埋在爐料中,其加熱來自電極和爐料之間的電弧熱,但主要是電流通過爐料時產生的爐料電阻熱,此時負荷量很小,電流從零逐漸上升,電流變化快,功率因數高,三相負荷電流控制較難實現。當爐料逐漸熔化,熔體的導電性增加,電阻值下降,明弧放電現象更加明顯,常易出現塌料翻渣現象,此時須快速提升電極,以防短路。爐料完全熔化后,電極根據設定參數與爐料保持一定高度,該過程通過調節電極的升降,控制電極電流和相電壓的變化,使電極功率按給定曲線運行。相對于整個工藝過程,此階段進入冶煉“平穩區”,同時,電極與時間及爐內熔體中的FeO含量一起作為控制終點的輔助控制。在冶煉終點鈦渣出爐時,電極隨熔體液面下降,保持一定的電流電壓值,當出渣時間接近設定值,切斷電爐供電電源。一個冶煉周期完成,電爐按預設程序恢復到開爐前狀態。
因冶煉工藝的特點,對爐子的控制和運行要采取相應的保護措施,主要有短路保護和斷電極保護。系統設有優先級:單相手動、三相手動、短路或斷電極時快速提升。設定點的計算和給定在上位機完成。
短路保護:監控高壓側相電流,當其超過一預設最大值時,電極上升。如翻渣時,電流成倍增大,計算機輸出電信號給液壓系統,迅速給大力缸供液,在5s內使電極達到2.5~3m/min的速度迅速提升,并使電流下降,甚至為零。如電流值仍不下降,則延時T秒后系統供電系統自動切斷。
斷電極保護:在起弧階段,當出現三電極不同時與物料接觸時,若仍采用正常調節方式,將因設定值和實際值之間偏差使電極下降,導致電極折斷。因此對這種情況采用“電壓-電流”控制方式,當單個電極與爐料接觸時,雖電流為零,但弧壓也為零,該相輸出為零,電極停止下插。
在冶煉中,我們期望以最小的輸入功率換取最佳冶煉效果,但在冶煉過程中,電極電流和電壓的變化與爐料反應及爐況息息相關。因此要實現恒電流控制首先就要找出一個參照系來做被控參數??紤]到冶煉工藝與化工控制中精細性的區別,在本方案中恒流控制的參照系是在PLC中輸入的一條設定功率曲線,它按時間段設定電極電流的大小,在一個冶煉周期中的不同冶煉時間,對電極電流設定值加以調整。
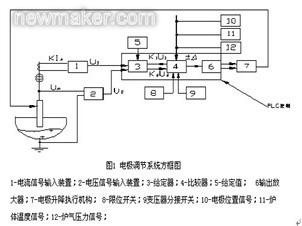
電爐變壓器高壓側如A相電流互感器檢測到A相電流變化,通過電流變送器轉化成4~20mA的電信號。電壓信號經I/O卡板整形濾波,并與設定值比較、運算及放大處理后,去控制液壓系統的電磁閥,由電磁閥控制液壓換向閥導通時間,從而升降液壓缸以改變電極位置,最終達到控制電流的目的,原理圖見圖1。做為電爐本體的控制,爐體溫度、爐內壓力、變壓器極數也是必須要檢測控制的。
用PLC裝置實現電極控制主要由硬件和軟件2部分組成。
2 硬件組成
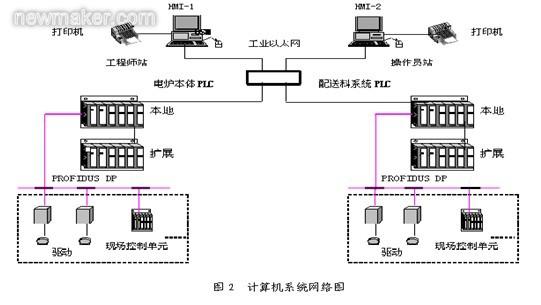
鈦渣控制系統硬件組成如圖2所示。根據現場控制點數、控制的精確性,電爐控制系統采用SIEMENS公司的S7-400系列控制器??刂葡到y主要由S7414-1和S7414-2組成,并配有2套西門子工控機做為上位機,1臺做操作員站,1臺通過權限設置平時做操作員站,修改程序時做工程師站。S7414-1主要完成電爐電極的升降控制、壓放控制,熱參數控制及電爐本體數據的采集、計算及控制等;S7414-2主要完成原料稱量輸送數據的采集、計算及控制。2臺主控制器與其遠程I/O模塊之間通過Profibus-DP通信實現數據的交換與共享。S7414-1及S7414-2控制器與上位機之間通過工業以太網通信,2臺上位機互為冗余。計算機操作站主要完成對電爐系統的運行狀態監控,通過網絡總線采集電極升降、電爐本體等各種模擬量、開關量信號,并在操作站實時顯示工藝過程動態畫面、設備運行狀態及故障報警等信息。
2.1電爐本體S7 414-1控制器
電爐本體S7 414-1控制器主要由以下400系列模塊組成:
數字量輸入模塊DI,數字量輸出模塊DO,模擬量輸入模塊AI,模擬量輸出模塊AO,通信接口模塊461-0,電源模塊等。
I/O主要用于采集現場模擬量及數字量信號,參與控制。
2.2主要檢測控制參數及檢測元件
2.2.1電信號
電流互感器(配電室內的MCC柜內),電流互感器裝于電爐變壓器的高壓側,主要檢測二次電流,檢測后將0~5A電流信號,接入綜合自動化系統,通過以太網送入PLC完成算法控制,并在操作站實時顯示。
電壓互感器,檢測電爐變壓器二次側電壓,并將電壓輸出信號轉化為4~20mA模擬信號送入控制系統。
其它需要的電信號包括有功功率、無功功率、功率因數,電度量等。
2.2.2非電量信號
?。?)電極位置檢測。采用超聲波物位計將電極的相對位移量轉換成電信號,經PLC控制器比較,用于輸出顯示,并設置電極位置限位。
?。?)爐內負壓檢測。采用壓力傳感器檢測爐內負壓,將其輸入PLC參與控制。爐內負壓一般保持在-2~0Pa,當出現渣沸騰時,根據爐壓高低判斷,決定尾氣是否放散,以保證人身及設備安全。
?。?)執行機構。鈦渣電爐電極升降采用的是液壓裝置,每根電極被2個大力油缸支撐,當上下缸內充滿帶壓油時,即可完成升降動作。大力缸充油方向和時間決定電極的升降及其幅度。
當壓力油進入油缸桿腔時,電極上升,電極下降靠電極自重,泵打出的油和桿腔排出的油進入油缸的無桿腔,電極下降速度由調速閥確定。因此控制換向閥上2組電磁閥的通斷時間及通斷順序即可控制電極的升降。液壓系統采用雙油源,以確??煽啃浴?/div>
3 PLC軟件組成
本系統采用西門子STEP7編程軟件,軟件采用LAD圖、STL語句表及FDB功能塊圖三者相結合的編程方式,實現冶煉過程的邏輯控制。通過硬件采集弧壓、弧流及檔位等信號,按恒功率恒電流控制原理,將最終結果輸出到液壓控制系統以實現電極升降自動控制,并按照最佳供電曲線自動調節輸入爐內的電弧參數。
電爐系統操作站采用擁有開放協議、集成ODBC/SQL數據庫的WinCC組態軟件實現畫面監視和設備狀態顯示。
4 控制過程
在鈦渣電爐操作過程中,冶煉電氣制度受到以下干擾:供電電壓波動、負荷電阻系數變化、爐內渣鐵面的變化、電極負荷、電極焙制的損耗、渣沸騰等。
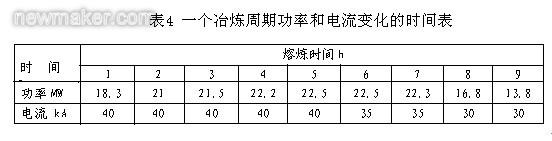
與工藝要求相一致,電爐有功功率和電流變化時間表中給定了每個電氣參數的死區(也即偏差),如表1所示。
在整個冶煉過程中,電氣制度控制算法的主要任務就是保持電爐有功功率和電流的預設值恒定,來限制強加在電爐變壓器高壓側的相電流。在PLC中,對采集的電極電流進行轉換處理后即進入控制過程。電極自動控制在工況相對穩定時投運,每相電極按預設曲線自動調整升降高度,直到電流檢測值達到設定值。在實際運行中為防止電極頻繁動作,可設置1~5KA的動作死區。在爐料完全熔化,熔池打通或冶煉進入到精煉區時,電極電流波動較大,此時僅當電極電流測量偏差大于死區值時,電極方才移動,控制功能實現較穩定;當冶煉初期及補加碳時,因爐內反應劇烈,伴隨塌料現象,電極電流會大幅度上升,此時控制動作頻繁,系統的抗干擾要求提高,在控制上更要多方考慮。
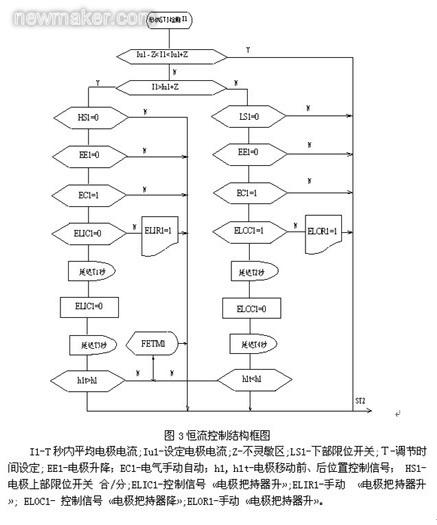
圖3是鈦渣電爐實現電極控制的一個算法流程。
當A相選擇自動控制投運時,系統自動檢測高壓側電極電流,并送入PLC,經處理,在T時間內對采樣值取平均值,并與設定值進行比較。當檢測電流值II大于設定值,但尚未達到電極工作上限HS1,且電極內、外裝置已處于自動EC1方式下,則PLC發出電磁閥ELIC1接通指令,電磁閥得電,換向閥上行油缸充液,電極將提升,當延時T時間后,檢測電極前后位置的變化,并轉入下個循環。當檢測電流值II小于設定值,但尚未達到電極的工作下限LS1,且電極內、外裝置已打在自動EC1方式,則PLC發出電磁閥ELOC1接通指令,電磁閥得電,換向閥返回油缸,閥打開,電極靠自重下降,延時T時間后,檢測電極前后位置的變化量,并轉入下個循環。
在電極控制算法中要考慮3個因素:在升降的同時不能完成電極的壓放控制;在系統中要延時檢測電極的位置,以區別于其它因素導致的電流變化;將不正常因素以報警信號形式輸出。
根據工藝特點, 在三相電極的電流調節中,每個電極電流控制都可獨立進行,任一電極都可根據工況運行在自動或手動狀態。當爐內出現翻渣或塌料時,控制系統能檢測出電流大幅上升,此時電極快速提升,直到電極電流達到設定值時,停止上升。若電極已提升至上限值,電流還未下降到設定值,則電爐變壓器的電源將被切斷,正常冶煉被中止。
整個冶煉過程電極的控制均由操作工在控制室的操作臺上完成,因項目中變壓器采用35kV電源供電,系統的用電安全等級要求較高,在控制屏外單獨設置了操作臺,以鑰匙開關的方式將停送電權限交給操作工專人管理。
5 取得的成效
自鈦渣電爐生產PLC控制系統投運以來,所有信號集中處理,采用模塊化結構易于調整和更換,備品備件量下降。更為重要的是采用PLC自動控制電極的升降,取代了以往電極升降手動操控方式。
采用高精度檢測元件,能更有效、更準確地反映現場情況,實現精確控制。
在鈦渣冶煉中電極升降采用液壓系統,使電極調節直觀,響應速度更快,更能滿足鈦渣正常冶煉過程控制要求。
針對鈦渣電爐的多變量、非線形、大滯后、強耦合、時變、工作環境及隨機干擾較強的特點,采用PLC可實現電爐電極升降的全自動閉環控制,并能滿足三相電流平衡及溫度的穩定。
6 存在的問題及下步改進措施
雖然PLC在電極電流控制上已取得良好效果,但由于采用PLC控制的25.5MVA容量特大型鈦渣電爐尚屬國內首例,在控制的設計和程序的編制上還存在一些缺陷,如目前暴露出電極的升降死區范圍設得較大以及操作中獲得的曲線與設定曲線差距較大的問題。造成這種影響主要原因是電極升降的液壓系統未采用伺服調節閥控制,使升降動作啟停有較大機械死區。
此外鈦渣冶煉控制的最終目標是輸入爐內的總功率平衡。但目前還尚未摸索出一個合適的算法來將電極電流與三相功率的平衡在PLC中統一起來。
但PLC系統在電極控制中的成功運用及其強大功能,將使我們在控制精度、安全性、經濟價值上找到更多的切入點去適應鈦渣冶煉的生產控制要求。
點贊 0
舉報
收藏 0
評論 0
分享 230
人形機器人產業迎來鈦合金應用爆發期
隨著全球人形機器人產業邁入規?;慨a新階段,鈦合金材料的產業化應用程度已成為衡量技術競爭力的重要指標。最新數據顯示,2025年一季
2025-10-22 178
兵器工業用鈦:從迫擊炮到坦克的輕量化革命
在現代戰爭中,減重30%=提升30%生存率已成為軍工設計的黃金法則。鈦合金以其4.5g/cm3的低密度(僅為鋼的60%)和**≥895MPa的抗拉強度*
2025-10-21 165
鈦合金陽極氧化處理:給“太空金屬”穿件“萬能鎧甲”
鈦合金,憑借其輕質、高強度等優異性能,被譽為“太空金屬”,在航空航天、醫療、裝飾等眾多領域大放異彩。但你知道嗎?給鈦合金做個“
2025-09-12 298
鈦合金彈簧:高端領域的“彈性先鋒”
在航空航天器的起落架上精準收放,在醫療器械中溫柔支撐生命希望,在高端汽車里輕盈應對復雜路況……鈦合金彈簧憑借其獨特的性能優勢,
2025-09-10 473
鈦及鈦合金義齒(牙齒)制作過程中的打磨和拋光
鈦自從人類發現了鈦,由于鈦具有比強度(抗拉強度/密度)位于金屬之首和其他優越特性,被譽為“神奇的金屬”,廣泛應用于航天、機械、電
2025-08-01 492
工業純鈦 vs 化學純鈦:一字之差,天壤之別
提到鈦,很多人第一反應是“太空金屬”“生物相容性材料”,但你知道嗎?鈦也分“工業純”和“化學純”,二者雖僅兩字之差,性能和用途
2025-07-29 771 1評論
鈦板、鈦鋼復合板?裂紋產生的原因及解決方法
裂紋是鈦板焊接中經常出現的缺陷。鈦焊縫裂紋屬于冷裂紋,主要是由焊縫中氫引起的。氫的來源主要有板材及焊絲中的水分和油污,環境濕度
2025-03-19 795
高精度鈦棒的應用領域
高精度鈦棒憑借其優異的物理和化學特性(如高強度、輕質、耐腐蝕、生物相容性等),廣泛應用于多個高科技和高端制造領域?! 。?)航
2025-03-19 877 1評論
鈦合金無人機/飛行汽車,低空經濟產業鏈的“黃金材料”
一、鈦合金在低空經濟中的應用 1.無人機機身結構: 鈦合金的輕量化特性使其成為無人機機身結構的理想材料。采用鈦合金制造的無人
2025-03-05 921