趙軍 孫國雁 黃炎 航空工業(yè)沈飛(集團)有限公司數(shù)控加工廠
導讀
對某腹板梁進行結(jié)構分析,結(jié)合鈦合金材料性能,制定合理的加工方案,包括機床夾具、刀具、量具 及加工參數(shù)等,通過歸納該零件的數(shù)字化制造過程,總結(jié)出一套適用于相似件的數(shù)字化加工方法。
關鍵詞:鈦合金;腹板梁;數(shù)字化加工;刀具;定位;測量
序言
鈦合金由于密度小、比強度高及耐蝕性強等 特點,近年來已經(jīng)在國際航空事業(yè)中得到了大規(guī)模 的應用。鈦合金材料具有熱導率小、彈性模量小及化學活性高等特點,在實際加工中,容易造成切削溫度高、回彈嚴重、刀具壽命短及切削效率低等問 題,降低了鈦合金的可加工性。分析零件結(jié)構, 鈦合金零件多為薄壁、內(nèi)外形復雜的零件,毛料去 除率一般為80%~90%,去除量較大,因此如何合理安排加工方案,從而優(yōu)質(zhì)高效地加工鈦合金零件,顯得十分重要和必要。
零件結(jié)構及加工要求
圖1所示腹板梁零件的外廓尺寸為1060mm× 420mm×64mm,材料為鈦合金。
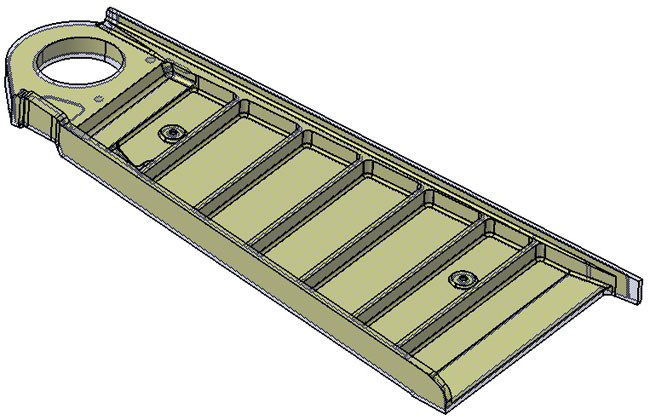
圖1 腹板梁零件
腹板梁是某組合腹板的主要焊接承力部件,屬于典型腹板梁類結(jié)構,單面槽腔、正反端面均為多個平面接合而成,為典型的AB面加工零件。實際加工中,毛料為模鍛件,均勻余量3mm。此外,腹板梁部分外形處均需預留焊接余量,薄壁處尺寸精度要求高,數(shù)控加工存在難度。
工藝分析
在數(shù)字化加工過程中,主要需要考慮材料性 能、工藝方案,其中工藝方案包括機床夾具、加工方法、刀具及量具等多方面因素,要逐一分析各因素中的具體問題,并制定詳細的解決方案,才能保 證腹板梁優(yōu)質(zhì)高效地加工。
3.1 材料性能
該零件材料屬于典型的α鈦合金,熱處理后硬度和強度都有所增大,屬于航空難加工材料。分析 材料的機械加工性能,其劣勢主要有以下幾方面。
1)鈦合金導熱系數(shù)小、散熱性能差,加工過程中溫度高,切屑易產(chǎn)生粘刀現(xiàn)象。
2)鈦合金比熱小、熱量不易擴散,加工過程 中,刀具局部位置持續(xù)高溫,加快了刀具磨損,增大了發(fā)生崩齒現(xiàn)象的概率。
3)TA15 M鈦合金在高溫環(huán)境下,化學穩(wěn)定性 差,400℃以上即可產(chǎn)生致密氧化膜,還與氮、氫等發(fā)生反應,增加了加工難度。結(jié)合材料主要特點,在實際數(shù)控銑加工過程中, 采用大前角、小后角刀具,前/后角分別取6°~8°、 6°~12°。刀具材料以硬質(zhì)合金鋼為主,保證切屑 可以快速脫落、帶走熱量,降低了表面燒傷、氧化及粘刀切傷的風險。
3.2 工藝結(jié)構
腹板梁在裝配過程中充當梁類承力部件,但實際結(jié)構更偏向于腹板零件,名稱也由此而來。腹板梁主要工藝結(jié)構特點如下。
1)單面槽腔結(jié)構,另一面為多平面結(jié)合的折 面區(qū)。
2)腹板厚度存在4mm、3.5mm、3mm及5mm 等多種規(guī)格。
3)緣條厚度存在6mm、8mm、10mm、12mm 及2.5mm等多種規(guī)格。
4)頭部內(nèi)形結(jié)構尺寸較多,精度要求高。
5)多處腹板面夾角≠180°,需擺軸加工。
6)毛料為模鍛件,除孔外其余均勻余量3mm, 加工容差率低。
通過分析可知,主要加工難點有4處。
1)腹板、緣條末端薄壁處因缺少連接結(jié)構, 100%讓刀,薄壁尺寸難以保證。
2)多處底平面需要接合,接合處需光滑過渡, 加工存在難度。
3)頭部f 140mm孔為裝配孔,孔徑及孔位精度要求高,存在熱處理變形的情況,需要解決。
4)毛料均勻余量3mm,無法預留定位耳片, 裝夾定位存在難度。
方案論證
為解決上述問題,需要從加工刀具、裝夾定位和加工流程等方面入手,保證合理且互相協(xié)調(diào)。
4.1 加工刀具
分析腹板梁結(jié)構可知,該零件高度跨度小, 來料余量小,沒有配合槽口結(jié)構,反面均為平面接合,正面存在型腔結(jié)構,型腔轉(zhuǎn)角90%為R10mm, 底角均為R5mm,確定各工序使用的刀具見表1。
表 1 各工序使用的刀具
加工工序 | 使用刀具(反面/正面) | 下刀深(反面/正 面)/(mm/mm) |
粗加工 | φ160R3M40R5硬質(zhì)合金刀具 | ≈40/50~60 |
半精加工 (0.8mm余量) | 無φ30R5硬質(zhì)合金刀具 | 無/50~60 |
精加工 | φ40R3φ20R5硬質(zhì)合金刀具 | ≈40/50~60 |
4.2 裝夾定位
由于腹板梁零件來料為均勻3mm余量的模鍛 件,無法使用凸臺定位,因此確定采用2個f 18mm 加強孔及筋條上表面/下表面的一面兩孔定位方式, 具體流程如圖2所示:

圖 2 一面兩孔定位具體流程
一面兩孔定位可保證定位準確,減小累積定位誤差,是保證產(chǎn)品精度的重要一步。
4.3 加工方式
該腹板梁屬于典型的雙面腹板類零件,因此采用AB面的加工方式即可,即反面粗加工→反面精加 工→正面粗精加工,具體如下。
1)反面粗銑1mm余量,半精銑0.5mm余量,精 銑到位,保證各平面表面粗糙度合格,階差尺寸保證到位。
2)正面半精銑0.8mm余量,精銑到位,減少刀路重復次數(shù)。由于反面已經(jīng)加工到位,大平面定位準確性高,所以可直接半精銑、精銑到位。
3)精銑時采用先腹板、后緣條、末筋條的形 式,避免了緣條過切、腹板刮傷的現(xiàn)象。針對3.2中的4處加工難點,制定具體的解決方案如下。
1)針對末端薄壁處尺寸,由于沒有連接結(jié)構, 加工過程中薄壁處受刀具軸向力后會發(fā)生變形,從而產(chǎn)生讓刀現(xiàn)象,導致薄壁處尺寸無法切削到位, 且具體偏離數(shù)值無法得到控制,如果增加刀具長度補償,就會造成腹板切傷,工作量將成倍增加。圖 3為理論上及實際切削時薄壁處外形,其中虛線部分為理論上切削時薄壁處外形;實線部分為實際切削時薄壁處外形。
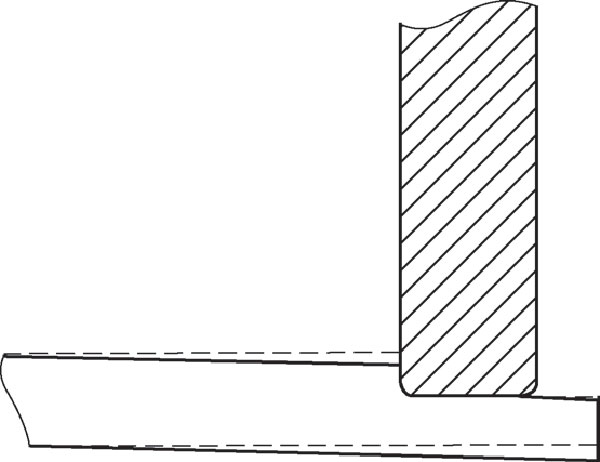
圖3 理論上及實際切削時薄壁處外形
針對此情況,采用預留余量的加工方式,即數(shù) 控加工預留0.5mm余量,后續(xù)常規(guī)使用墊塊支撐,加工到位。相比于數(shù)控加工,常規(guī)裝夾更加靈活,對于薄壁處可以使用自調(diào)千斤頂進行加固,防止了 讓刀現(xiàn)象的發(fā)生。
2)針對反面平面相接處,采用f 10R5硬質(zhì)合金銑刀底角行切的方式加工到位,雖然加工周期延長,但保證了相接處的加工精度和表面質(zhì)量。
3)針對頭部f 140mm孔熱處理變形的情況,采取預留余量的方式,即熱處理前加工至f 136mm, 單邊留2mm余量,熱處理后對比樣板進行校正,后 續(xù)補加工到位。
4)由于毛料均勻余量3mm,無法預留凸臺裝夾,因此只能利用外形3mm余量加工壓點,正反面 加工1/2高度的外形,用于壓裝壓板,最終外形通過 正反兩面接合加工到位(見圖4)。該方法的優(yōu)點在于,加工時不需要重復替換壓板,減少了接刀痕跡的數(shù)量,提高了整體表面質(zhì)量,刀路軌跡清晰、有 條理,同時提高了加工效率。
結(jié)束語
本文研究探討了鈦合金材料的性能和加工難點,對常用的刀具特點、加工思路進行了分析;探 討了腹板梁局部難加工特點,制定并驗證了有針對性的解決方案;對腹板梁及類似件的完整加工流程 進行梳理,總結(jié)出加工該零件的詳細方案。
鈦合金零件的數(shù)字化加工現(xiàn)已成為航空、航天、汽車和船舶等行業(yè)的關鍵技術之一,如何優(yōu)質(zhì)高效地加工鈦合金零件已成為目前機械加工行業(yè)的主要研究方向。通過對某腹板梁典型零件的加工特征進行分析,制定了詳細的工藝方案,包括裝夾方案,刀具、量具及容差選擇等,為腹板梁按時高效地交付提供了技術支持,同時也為類似零件后期的工藝準備提供了充足的技術儲備。