
周曉虎 劉 衛 郝 芳 毛友川 賴運金 趙張龍 西安三角防務股份有限公司 西部超導材料科技股份有限公司 特種鈦合金材料制備技術國家地方聯合工程實驗室 西北工業大學材料學院 西安歐中材料科技有限公司
導讀
以 TC21 鈦合金特大規格棒材及其制備的大型鍛件為研究對象,采用準 β 鍛造工藝鍛造 TC21 鈦合金,分析了 3 種不同鍛造方案對鍛件微觀組織和力學性能的影響規律。結果表明: TC21 鈦合金可在相變點以上一定溫度采用準 β 鍛造工藝加工,在不同的加熱工藝參數下,通過雙重退火進行熱處理,均可獲得較好的冶金組織和力學性能。TC21 鈦合金在準 β 鍛造過程中,不同的鍛造溫度和鍛造火次均能獲得較好的拉伸性能 ( 1100 MPa 左右) 和斷裂韌性 ( 大于 90 MPa·m1 /2 ) 。在準 β 鍛造過程中,較高的鍛造溫度有利于獲得網籃組織,合金的斷裂韌性較高,組織內片層 α 相存在粗化趨勢; 較低的準 β 鍛造溫度有利于細化微觀組織,但鍛造后組織中會有少量殘余等軸 α 相存在。在鍛造變形量相同的情況下,較少鍛造火次可以獲得更加細小的微觀組織,但鍛件不同部位的微觀組織形態存在差異。
關鍵詞: TC21 鈦合金; 準 β 鍛造; 大型鍛件; 力學性能; 微觀組織
TC21 鈦合金 ( 名義成分為 Ti-6Al-2Zr-2Sn-3Mo- 1Cr-2Nb) 是我國自行研制的一種高損傷容限 α + β 型鈦合金,具有高強、高韌和低的裂紋擴展速率等特點,綜合性能匹配較好,被廣泛應用于航空航天領域,如飛機機身隔框、承重梁、發動機框架等強度要求較高的承力構件。熱鍛成形是 TC21 鈦合金承力零件的主要成形方式,基于 TC21 鈦合金的高損傷容限特點,要求鍛件組織為網籃狀的片層組織,以獲得高的斷裂韌性 ( KIC ) 和低的裂紋擴展速率,來滿足飛機設計的低損傷容限、高可靠性要求。因此,微觀組織控制對力學性能的匹配關系十分關鍵,而鈦合金鍛件要獲得網籃狀片層組織,需要在 α + β 相變點以上的 β 區域進行鍛造。β 鍛造處理工藝是指在鈦合金 β 相變點以上進行鍛造或者熱處理,目的是為了獲得較高的斷裂韌性。采用 β 鍛造工藝可以大幅度降低鈦合金的變形抗力,同時還可以提高鍛件的綜合性能,但是在變形過程中,由于溫度過高,顯微組織易出現粗大晶粒,會降低合金塑性和強度。而準 β 鍛造工藝卻可以彌補 β 鍛造工藝的不足, 即將鈦合金加熱到相變點附近的一定溫度范圍內進行鍛造變形,可以獲得較好的綜合性能,還能避免晶粒長大。畢彥等分別在相變溫度下 30 ℃ 和相變溫度上 20 ℃ 對 TC18 鈦合金采用準 β 工藝進行了鍛造,探究了工藝參數對合金組織和性能的影響,發現在準 β 溫度范圍內 30% 的變形量能夠獲得較為均勻的組織和優良的強韌性匹配。石志峰和賴運金分別以 TC21 和 Ti-17 兩相鈦合金為研究對象,討論了鈦合金的片層組織演化過程及其對合金強度、塑性以及斷裂韌性等力學性能的影響,發現等軸 α 相含量的提高能夠增加合金的塑性,α 片層的交叉分布和厚度的增加有利于提高合金的斷裂韌性。程新江等在準 β 溫度下對 TC21 鈦合金小試樣進行了熱壓縮實驗,并基于位錯密度和唯象理論建立了兩種本構模型,發現 TC21 鈦合金內部平均晶粒尺寸隨應變速率的增加而減小。以往有關 TC21 鈦合金 β /準 β 鍛造工藝的研究主要集中在小試樣熱模擬或者小規格鍛件兩相區鍛造的理論基礎上,而對于工程化大規格棒材以及大型鍛件準 β 鍛造工藝的應用報道較少,尤其是大型框類模鍛件未見文獻報道。研究掌握不同鍛造工藝對大尺寸坯料顯微組織和力學性能的影響規律是進行 TC21 鈦合金大型鍛件研制及推廣應用的前提條件。
本文采用準 β 鍛造工藝,以 TC21 鈦合金特大規格棒材及其制備的大型鍛件為研究對象,研究了 3 種不同鍛造工藝對 TC21 鈦合金大型鍛件顯微組織和力學性能的影響規律,并獲得了顯微組織與綜合性能的匹配規律,為 TC21 鈦合金大型鍛件的準 β 鍛造工藝的推廣奠定基礎。
01、原材料與工藝方法
實驗原材料為直徑 Φ400 mm 的 TC21 鈦合金特大規格棒材,其化學成分和高、低倍組織分別如表 1 和圖 1 所示。從圖 1 可以看出,TC21 鈦合金原材料棒材的低倍組織均勻,未見分層、裂紋、氣孔、偏 析、金屬或者非金屬夾雜及其他肉眼可見的冶金缺陷,無清晰晶粒。TC21 鈦合金原材料棒材的高倍顯微組織為典型的兩相區變形態顯微組織,α 相等軸 化充分、均勻,不存在原始粗大晶粒和連續平直 α 片層。
表 1 TC21 鈦合金原材料的化學成分 ( %,質量分數)

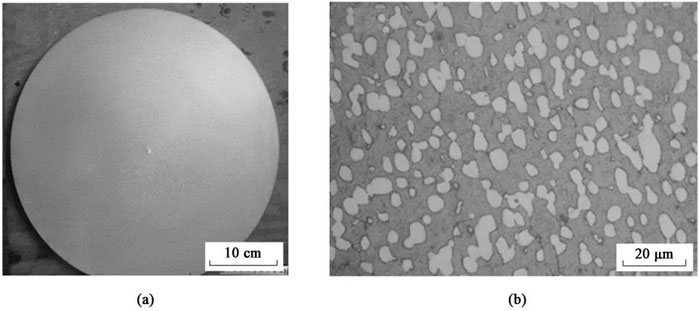
圖 1 TC21 鈦合金原材料顯微組織 ( a) 低倍組織 ( b) 高倍組織
TC21 鈦合金鍛件的基本生產工序為: 原材料下料、自由鍛制坯、模鍛成形、熱處理、理化檢測、最終檢驗和產品入庫交付。自由鍛制坯和模鍛工序分別在 31. 5 MN 快鍛機和 400 MN 大型模鍛液壓機上進行,鍛造加熱爐的爐溫均勻性為 ± 5 ℃,加熱時鍛件均放置于加熱爐有效區中心處,試料處放置測溫熱電偶以監測實際溫度。熱處理工序在爐溫均勻性為 ± 5 ℃ 的熱處理爐內進行。為了掌握準 β 鍛造工藝對 TC21 鈦合金鍛造成形的影響,制定了 3 種工藝方案進行某框類模鍛件的準 β 鍛造工藝試制與生產研究,具體方案如下。
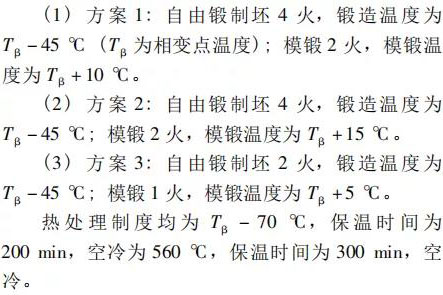
圖 2 為 TC21 鈦合金鍛件取樣圖,本文中高倍組織試樣、低倍組織試樣及力學性能試樣均取自于鍛件試料區相同位置。
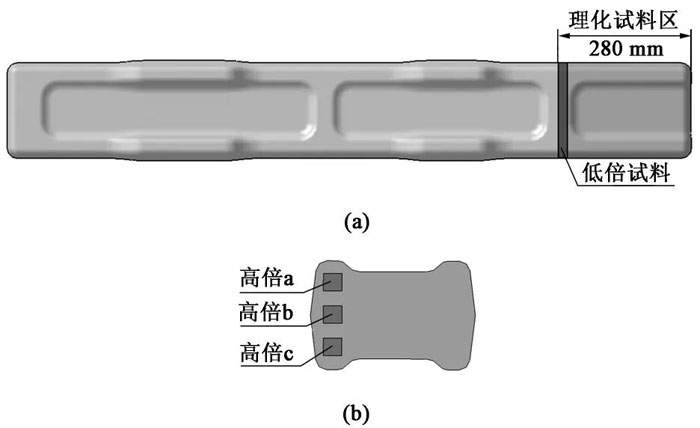
圖 2 TC21 鈦合金鍛件取樣示意圖 ( a) 低倍組織及理化試樣取樣示意圖 ( b) 高倍組織試樣取樣示意圖
02、TC21 鈦合金鍛件組織和力學性能分析
2. 1 TC21 鈦合金鍛件的宏觀 ( 低倍) 組織分析
鍛件試料尺寸 為 180 mm × 180 mm × 200 mm ( 圖 2) ,截面厚度較大。圖 3 為經 3 種準 β 鍛造試制生產方案得到的 TC21 鈦合金鍛件低倍組織照片, 從圖 3 中可以看出,鍛件試料的心部晶粒均比較細小,這主要是由于原材料規格大,采用了大厚度的預制坯,鍛件心部鍛造時產生了大的變形量,致使變形過程中發生了動態再結晶,從而使得組織細化。對比 3 種方案鍛造后的鍛件低倍組織可以看出,方案 1 和方案 2 鍛件的低倍晶粒大小基本一致, 方案 3 鍛件的低倍晶粒明顯小于前兩種方案的鍛后晶粒,這是由于方案 3 的自由鍛和模鍛過程中鍛造火次較少,雖然總變形量一致,但單火次變形量遠大于其他兩個方案,合金組織得到了更好的細化。
圖 3 TC21 鈦合金鍛件經準 β 鍛造后的低倍組織 ( a) 方案 1 ( b) 方案 2 ( c) 方案 3
2. 2 TC21 鈦合金鍛件的微觀 ( 高倍) 組織分析
圖 4 為方案 1 準 β 鍛造后 TC21 鈦合金鍛件不同位置的微觀組織,圖 4 的微觀組織對應了圖 2 中 高倍試樣不同取樣位置的顯微組織。從圖 4 可以看出,方案 1 中 TC21 鈦合金鍛件的微觀組織為網籃組織,原始等軸 α 相已經完全消失,次生片層 α 相長大呈束狀分布。在不同取向上的片層 α 相相互交織, 可以有效增大相界面,這種組織的強度和抗蠕變能力一般較好,抗裂紋擴展能力較強,從而阻止或減弱裂紋的快速擴展,提高鍛件的斷裂韌性。
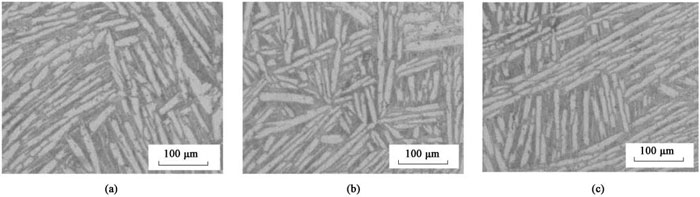
圖 4 方案 1 準 β 鍛造后 TC21 鈦合金鍛件不同部位的微觀組織 ( a) 上部 ( b) 中部 ( c) 下部
圖 5 為方案 2 準 β 鍛造后 TC21 鈦合金鍛件不同部位的微觀組織,其取樣位置與方案 1 的取樣位置相同。通過與圖 4 的微觀組織對比可以發現,方案 1 和方案 2 準 β 鍛造后鍛件的微觀組織均為網籃組織,但也可以看出,兩種方案準 β 鍛造后微觀組織中次生片層 α 相形態存在差異。經金相軟件計算,圖 4 中 TC21 鈦合金鍛件次生片層 α 相的長度和寬度平均值分別為 114 和 13 μm; 圖 5 中 TC21 鈦合金鍛件次生片層 α 相的長度和寬度的平均值分別為 224 和 19 μm,圖 5 中 TC21 鈦合金鍛件次生片層 α 相的長度和寬度明顯大于圖 4,這主要是因為: 圖 5 ( 方案 2) 對應的準 β 鍛造溫度高于圖 4 ( 方案 1) ,溫度越高,溶質原子的擴散速率越大,合金元素在更高溫度下的快速擴散有利于次生片層 α 相的析出和長大。
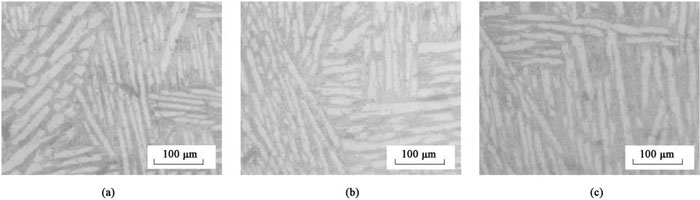
圖 5 方案 2 準 β 鍛造后 TC21 鈦合金鍛件不同部位的微觀組織 ( a) 上部 ( b) 中部 ( c) 下部
方案 3 準 β 鍛造后 TC21 鈦合金鍛件微觀組織與另外兩種工藝方案有所不同,如圖 6 所示。方案 3 中 TC21 鈦合金高倍次生片層 α 相的長度和寬 度的平均值分別為 88 和 9 μm。從組織圖中可以看 出,方案 3 準 β 鍛造組織內包含次生片層 α 相和 少量等軸初生 α 相,這主要是由于方案 3 的鍛造火次比較少、鍛造溫度較低,加熱過程中初生 α 相轉 變為 β 相不完全,有少量初生 α 相殘余,同樣由于鍛造溫度較低,已經轉變的片層狀 β 相未能長大, 而形成了較細小的 β 相網籃組織,但由于模鍛準 β 鍛造是 1 個火次成形,材料變形量大,以及殘余 α 相 的影響,導致不同位置的微觀組織出現不均勻現象。
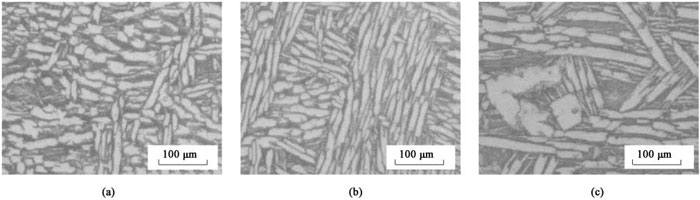
圖 6 方案 3 準 β 鍛造后 TC21 鈦合金鍛件不同部位的微觀組織 ( a) 上部 ( b) 中部 ( c) 下部
2. 3 TC21 鈦合金鍛件的力學性能分析
3 種方案準 β 鍛造后 TC21 鈦合金鍛件的力學性能如圖 7 所示,圖 7a ~ 圖 7c 分別為方案 1、方案 2 和方案 3 的準 β 鍛造后的 5 組力學性能測試結果, 圖 7d 為 3 種方案準 β 鍛造后鍛件的力學性能測試平均值對比。可以看出,TC21 鈦合金鍛件的力學性能測試結果表現出高強、高韌的特征,3 種方案準 β 鍛造后 TC21 鈦合金鍛件的力學性能均較好,但不同方案的工藝參數性能仍存在一定差異。由圖 7 可以看出,3 種方案準 β 鍛造后得到的 TC21 鈦合金鍛件的抗拉強度均在 1100 MPa 左右,最大值與最小值相差 68 MPa,鍛件強度分布比較均勻,斷后伸長率相差不大,均穩定達到 10% 以上。方案 2 準 β 鍛造 后鍛件的抗拉強度總體均高于另外兩種方案,這可能與方案 2 中鈦合金鍛件的鍛造溫度較高有關,較高的鍛造溫度造成次生片層 α 相的長度和寬度明顯大于其他兩種方案。較大的次生片層 α 相尺寸,可以使晶粒變形時滑移長度增加,在晶界和不同位錯的交界處發生滑移堵塞,從而使抗拉強度提高。方案 3 準 β 鍛造后 TC21 鈦合金鍛件的屈服強度和塑性指標優于方案 1 和方案 2,這與方案 3 鍛后組織內存在一定含量的等軸 α 相且片層組織較細有關。
由于鈦合金的力學性能受微觀組織形態的影響較大,微觀組織中相互交錯編織的次生片層 α 相可以有效地阻止裂紋擴展,提高合金的斷裂韌性,因此,網籃組織的斷裂韌性優于其他類型組織。為了使 TC21 鈦合金獲得較高的斷裂韌性,同時保持其高強度,須控制微觀組織中次生片層 α 相的數量和形態。由圖7d 可以看出,3 種方案準 β 鍛造后 TC21 鈦合金鍛件的斷裂韌性 ( KIC ) 均大于 90 MPa·m1/2, 方案 2 準 β 鍛造后 TC21 鈦合金鍛件的斷裂韌性稍高于其他兩種方案,這主要與鍛件微觀組織中的次生片層 α 相的形態有關,組織內網狀結構越細密、 網籃交織程度越好,裂紋擴展路徑會越曲折,裂紋擴展所需能量會越高,合金的斷裂韌性也越好。
對 TC21 鈦合金采用 3 種方案進行準 β 鍛造, 可以發現,不同鍛造溫度下的準 β 鍛造均具有良好的綜合性能,但不同的鍛造溫度和鍛造火次對合金微觀組織和力學性能還是存在一定的影響。較高的鍛造溫度有利于獲得 TC21 鈦合金較完整的網籃組織,組織中次生片層 α 相長度和寬度有所增大,但網籃交織程度較好、網狀結構比較周密,合金的斷裂韌性較優。較低的鍛造溫度有利于細化微觀組織,較少的鍛造火次雖然可以獲得更加細小的微觀組織,但大型鍛件不同部位的微觀組織形態存在不均勻的情況。
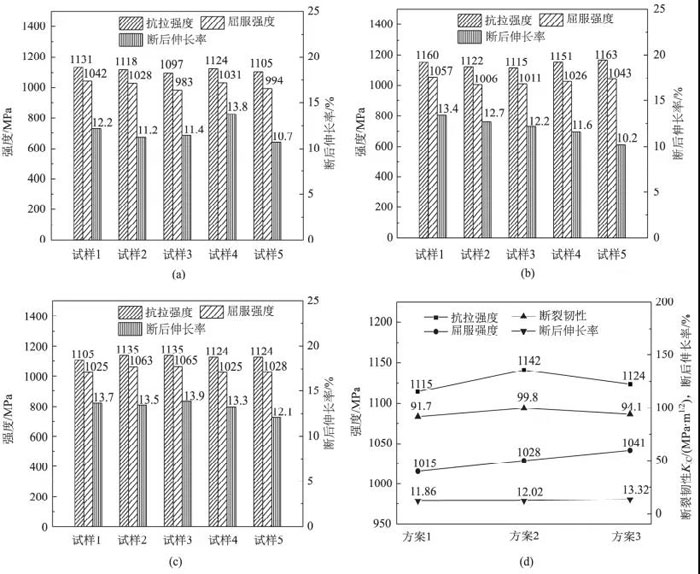
圖 7 TC21 鈦合金鍛件準 β 鍛造后的力學性能 ( a) 方案 1 ( b) 方案 2 ( c) 方案 3 ( d) 3 種方案對比
03、結論
1) 準 β 鍛造過程中,較高的鍛造溫度 ( Tβ + 15 ℃) 有利于 TC21 鈦合金獲得完整的交織狀網籃組織,組織中次生片層 α 相的長度和寬度較大,但網籃交織程度好、網狀結構細密,合金的綜合性能 較好,斷裂韌性隨著準 β 鍛造溫度的升高而提高。
2) 準 β 鍛造過程中,隨著加熱溫度的升高,合金組織有粗化跡象,保持相變點以上較低溫度 ( Tβ + 5 ℃ ) 加熱鍛造,有利于細化 TC21 鈦合金的微觀組織,但鍛造后顯微組織中有少量的等軸 α 相殘余,且組織均勻性有所降低。
3) 準 β 鍛造過程中,在總變形量相同的情況 下,較少的鍛造火次即單火次有較大變形,有利于獲得更加細小的微觀組織,但大型鍛件不同部位的微觀組織形態差異化增大。