
第一作者:鄧夢成
通訊作者:隋尚,陳靜
通訊單位:西北工業大學
全文速覽
本研究通過調控工藝參數實現了具有近等軸β晶粒組織的Ti60(Ti-5.7Al-4.0Sn-3.5Zr-0.4Mo-0.4Si-0.4Nb-1.0Ta-0.05C)鈦合金的激光增材制造。建立了考慮多組元影響的Ti60鈦合金的CET曲線,并結合熔池凝固過程溫度場的數值模擬,揭示了近等軸晶組織的形成機理。提出凝固溫度區間 相比生長抑制因子Q能夠更好地預測不同種類鈦合金的等軸晶形成趨勢。激光增材制造近等軸晶Ti60合金的力學性能各向異性降低,沿沉積方向的α相尺寸變化是引起橫縱向試樣中室溫拉伸性能差異的主要原因。
相比生長抑制因子Q能夠更好地預測不同種類鈦合金的等軸晶形成趨勢。激光增材制造近等軸晶Ti60合金的力學性能各向異性降低,沿沉積方向的α相尺寸變化是引起橫縱向試樣中室溫拉伸性能差異的主要原因。
背景介紹
激光增材制造鈦合金組織多以外延生長的柱狀晶為主,其內部分布著板條狀的α相或針狀的馬氏體α′,性能呈高強低塑特性,且有明顯的各向異性。因此,激光增材制造鈦合金的成形件或修復件的綜合力學性能難以滿足使用要求。實現激光增材制造鈦合金組織晶粒等軸化是解決該問題的關鍵舉措。本研究以我國自主研制的近α型鈦合金Ti60為研究對象,重點開展了基于粉末送進的激光增材制造Ti60 鈦合金晶粒等軸化及室溫拉伸斷裂失效機制研究,揭示了該合金顯微組織演變規律及其對力學性能的影響機制,為激光增材制造Ti60 鈦合金的應用提供理論基礎和實踐依據。
本文亮點
僅調控工藝參數實現了近等軸β晶粒組織Ti60鈦合金的激光增材制造
提出凝固溫度區間能夠更好地預測不同種類鈦合金的等軸晶形成趨勢
降低了激光增材制造Ti60合金的力學性能各向異性
圖文解析
近等軸β晶粒及晶內亞結構
激光增材制造Ti60鈦合金近等軸晶組織的主要特征是交替出現的短棒狀柱狀晶和細小等軸晶,柱狀晶的外延生長被限制在相鄰熔覆層之間,平均晶粒尺寸為80.3 μm。此外,激光增材制造過程中獨特的熱循環導致了層帶結構的形成,且層帶結構同時包含粗大的初始α板條和細小的二次α板條。
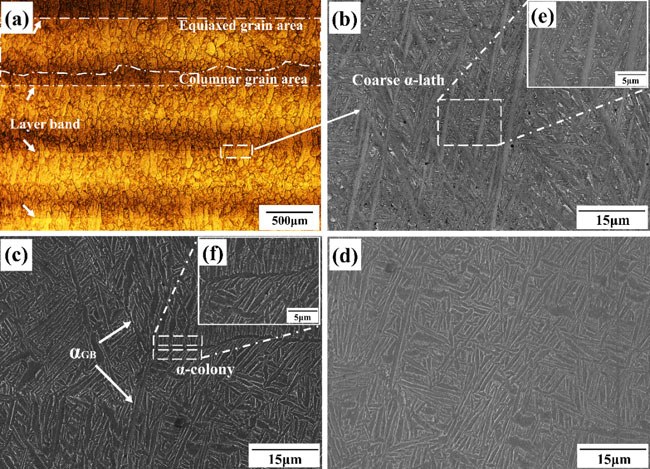
圖1 激光增材制造Ti60鈦合金的顯微組織
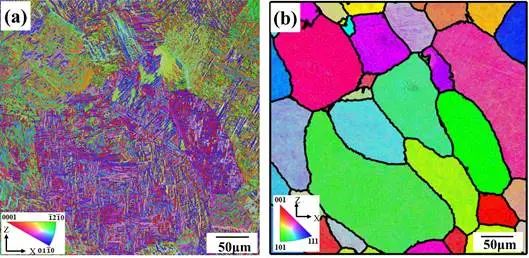
圖2 EBSD測試結果(a)及初始β晶粒的重構(b)
室溫拉伸性能及斷裂失效機制
激光增材制造Ti60鈦合金橫向試樣和縱向試樣的室溫拉伸性能均達到鍛件標準,且前者的室溫拉伸性能優于后者。近等軸晶組織顯著降低了激光增材制造Ti60鈦合金室溫拉伸強度的各向異性,但是塑性仍有較為明顯的差異。力學性能差異的主要原因是縱向試樣具有沿沉積方向的不均勻顯微組織(主要體現在α相尺寸),而橫向試樣的顯微組織相對均勻。
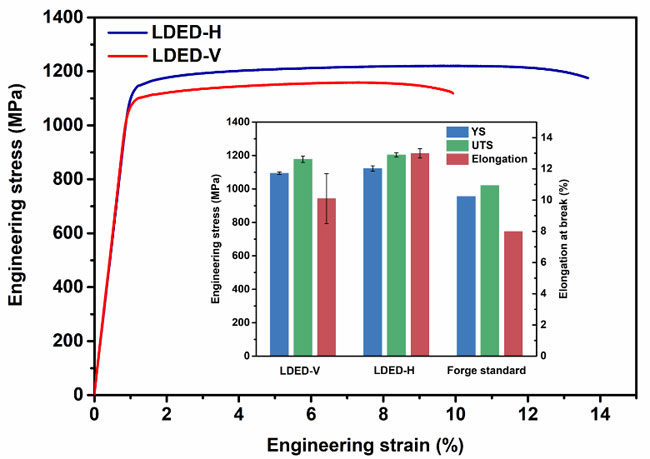
圖3 激光增材制造Ti60鈦合金的室溫拉伸性能
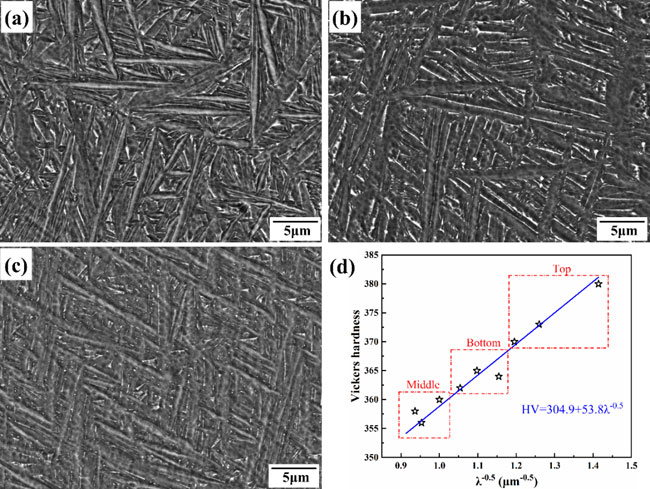
圖4 激光增材制造Ti60鈦合金沉積態試樣不同高度處α板條形貌:
(a)底部;(b)中部;(c)頂部;(d)α板條寬度和維氏硬度之間的關系
等軸β晶粒的形成機理
熔池凝固過程中,隨著凝固條件的改變,晶粒形態從底部的柱狀逐漸變為頂部的等軸狀。本研究所選擇的工藝參數可以很好的保留每層熔覆層頂部形成的等軸晶,從而有效的阻礙了柱狀晶的外延連續生長,進而獲得近等軸組織。
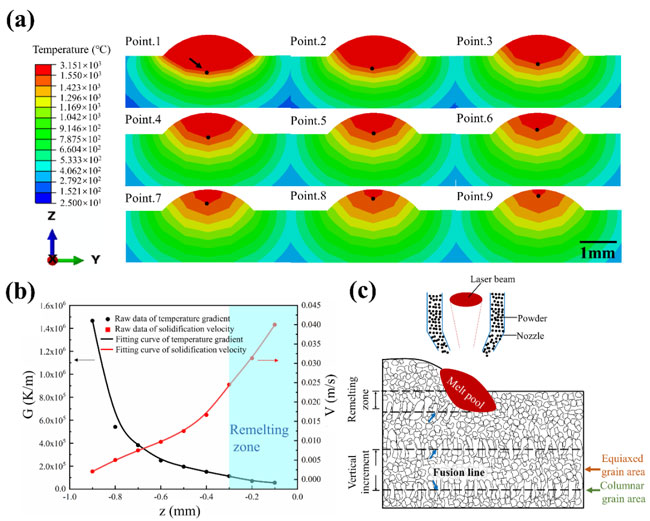
圖5 (a)凝固過程中熔池不同位置的溫度場模擬情況;(b)溫度梯度G和凝固速率V隨熔池局部深度 對應于表面)的變化規律;(c)激光增材制造Ti60鈦合金近等軸晶粒組織形成示意圖
對應于表面)的變化規律;(c)激光增材制造Ti60鈦合金近等軸晶粒組織形成示意圖
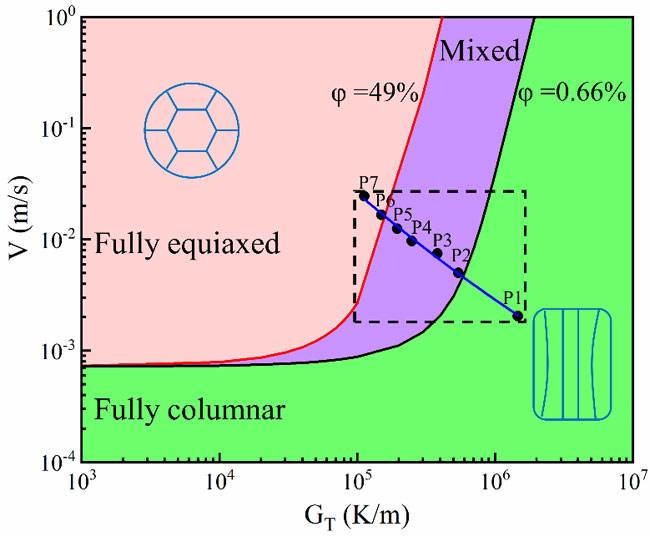
圖6 Ti60鈦合金的CET曲線與熔池凝固不同時刻對應的凝固條件
成分過冷是造成CET的主要原因。成分過冷區高度 和成分過冷區寬度
和成分過冷區寬度 是描繪成分過冷區的重要特征參量。在相同的凝固條件下,和
是描繪成分過冷區的重要特征參量。在相同的凝固條件下,和 的值取決于兩個變量:平衡溶質分配系數
的值取決于兩個變量:平衡溶質分配系數 和液相擴散系數D。不同溶質元素的D值基本處在同一個數量級,這也意味著D值的變化對和值影響較小。然而,在鈦合金液相中,不同溶質元素的可以相差兩個數量級。Ti60鈦合金的Q值小于TC21(Ti-6Al-2Sn-2Zr-3Mo-1.5Cr-2Nb)合金,然而前者具有更大的凝固溫度區間。當用Q值當做判斷依據時,TC21是容易獲得等軸晶的,而實驗結果卻與此相悖。反之,若采用
和液相擴散系數D。不同溶質元素的D值基本處在同一個數量級,這也意味著D值的變化對和值影響較小。然而,在鈦合金液相中,不同溶質元素的可以相差兩個數量級。Ti60鈦合金的Q值小于TC21(Ti-6Al-2Sn-2Zr-3Mo-1.5Cr-2Nb)合金,然而前者具有更大的凝固溫度區間。當用Q值當做判斷依據時,TC21是容易獲得等軸晶的,而實驗結果卻與此相悖。反之,若采用 值作為判斷依據,便可以很好的預測不同種類鈦合金的等軸趨勢。
值作為判斷依據,便可以很好的預測不同種類鈦合金的等軸趨勢。

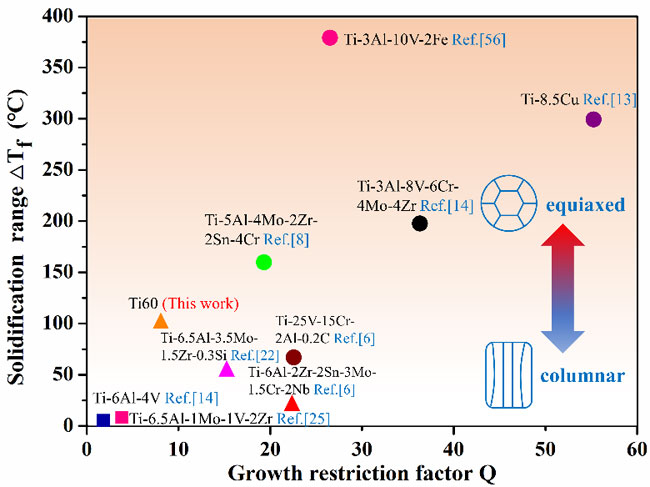
圖7 不同類型鈦合金的凝固溫度區間和生長抑制因子及其對應的晶粒特征
總結與展望
本研究基于激光增材制造技術制備了具有近等軸組織的Ti60鈦合金,揭示了等軸晶的形成機理,并通過分析成分過冷區的特征參量高度和寬度,提出基于凝固溫度區間來預測鈦合金等軸晶形成趨勢,發展了激光增材制造鈦合金等軸β晶粒的調控方法,即通過實時改變成形過程中的工藝參數(例如激光功率、掃描速率等),減小稀釋區深度,保留每層或每幾層熔覆層頂部的等軸晶,以阻礙初始柱狀晶的外延生長,進而獲得等軸組織。研究成果有助于增材制造專用鈦合金的設計與制備。