
自從1790年發現鈦元素以來,人類為了獲得它超凡的性能,而開展了長達百年的艱辛探索。1910年人類第一次制得金屬鈦,直到40年后的1951年才最終實現工業化生產。
鈦合金以其高比強度、優異的耐蝕性和耐熱性等性能優勢,在國防工業和民用領域中被廣泛應用。然而,鈦合金屬于典型難加工材料,切削加工時溫度高、切削變形和冷硬現象嚴重、易粘刀,導致刀具易磨損且表面質量差。
鈦合金就象是一匹烈性的千里馬,如何實現鈦合金高質高效加工是加工領域所關注的熱點及難點問題。下面這篇文章很好地解答了這個問題。
1、序言
鈦合金材料具有比強度高、耐蝕性和耐熱性好等性能優勢,被廣泛應用于航空航天、武器裝備等國防工業和石油化工、生物醫療等民用領域。由于鈦合金具有熱導率低、高溫化學活性高和彈性模量小等特點,在切削加工過程中存在切削溫度高、切削變形和冷硬現象嚴重及易粘刀等現象,導致刀具易磨損且表面加工質量差,使鈦合金成為典型的難加工材料[1]。同時,鈦合金構件常用的輕量化設計特點使材料去除量大,目前鈦合金加工時采用的低切削用量嚴重制約了生產效率的提升,造成制造成本的升高。因此,實現鈦合金構件的高質高效切削加工成為制造業亟需突破的關鍵共性技術難題。
作為切削加工工藝研究體系中的核心要素,刀具技術的發展可為切削加工技術帶來新的變革。為實現鈦合金構件的高質高效切削加工,需要科學選用或設計開發高性能切削刀具,相關技術包括刀具材料與刀具結構設計、刀具涂層制備、刀具切削參數優選、刀具加工狀態監控及切削數據庫開發等,如圖1所示。
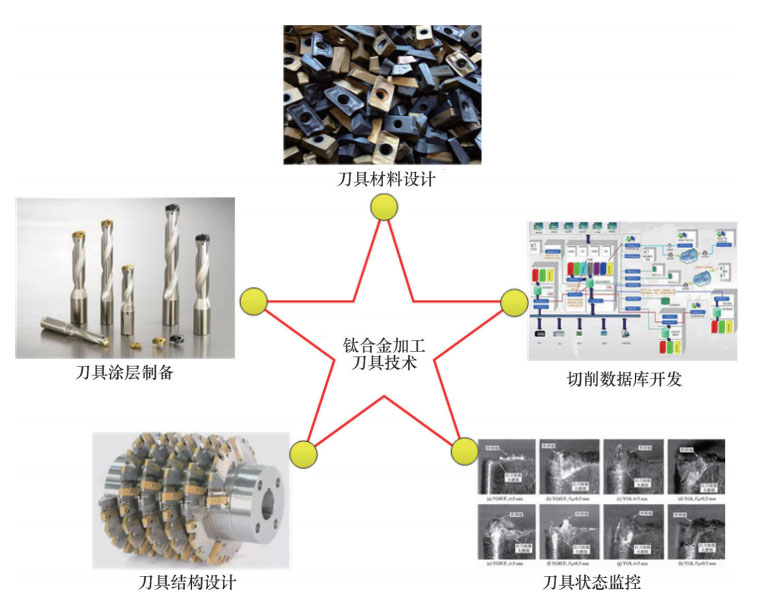
圖1 鈦合金高質高效切削加工刀具技術
工件材料切削加工性研究是開發高性能切削刀具的基礎。基于材料切削去除機理分析,結合動態力學性能測試、切削試驗與數值仿真等手段,對鈦合金切削過程熱-力載荷耦合作用、材料切除變形與失效機制、刀-屑和刀-工界面的接觸與摩擦學行為等進行理論建模及試驗和仿真研究,可揭示影響鈦合金切削加工性的主導因素,有助于指導鈦合金高質高效切削刀具的設計制造及選用。
在刀具材料設計方面,進行鈦合金與刀具材料力學性能和理化性能的匹配性分析,建立鈦合金切削加工刀具-工件作用的材料學及熱力學研究體系,通過切削試驗和仿真模擬探索鈦合金切削過程中刀具的磨損規律并揭示刀具磨損機理,進而設計與優選適于鈦合金高質高效加工的刀具材料體系。
在刀具涂層制備方面,包括新型刀具涂層材料設計選用和刀具涂層制備工藝,需針對鈦合金的高化學活性特點,選用兼具減摩、耐磨與熱障作用的涂層材料,并開發相應的涂層制備工藝和設備。同時,開發涂層刀具微噴砂和深冷處理等表面后處理工藝,改善刀具刃口微幾何結構和涂層表層材料的微觀組織,實現涂層刀具刃口和表層力學性能的協同強化。
在刀具結構設計方面,根據鈦合金加工工藝特點和技術要求,開發鈦合金加工特殊刃型刀具(如Wiper刀片)、整體超硬材料及密齒結構刀具等,可以實現其高效率切除與高表面質量加工。在刀具切削參數優選方面,可根據鈦合金表面加工質量、加工效率與加工成本等經濟技術指標,優化切削參數,實現鈦合金高質高效加工。同時,開發刀具加工狀態監控技術并建立切削加工數據庫,實現加工過程狀態監控和工藝參數的智能推送等功能,助推智能制造的發展和工程化應用。
2、鈦合金切削刀具材料
在切削加工過程的高溫影響下,鈦元素具有高的化學活性,如何避免鈦合金與刀具材料元素之間的劇烈粘結擴散,是選擇鈦合金加工刀具以及刀具材料設計時需考慮的首要因素。
鎢鉆類硬質合金(YG類,即ISO標準的K類,由WC和Co構成)是加工鈦合金常用的刀具材料。研究對比YG、YT、YW三種硬質合金刀具加工鈦合金時的刀具磨損機理,發現低速切削時三類刀具均以粘結磨損為主,高速切削時YG類刀具仍以粘結磨損為主,但YT類刀具在粘結磨損的同時伴隨產生一定的氧化磨損和擴散磨損,YW類刀具則是三種磨損機理占據同等地位,因此在低速切削鈦合金時可優先選用YG類硬質合金刀具,高速切削時可選用YW類或YG類硬質合金刀具。除了與刀具中的Co含量有關外,影響鈦合金切削刀具性能的另一主要因素是晶粒度,細化且均勻分散的WC硬質相和Co粘結相可增大兩相粘結面積,不僅有助于提高硬質合金的抗彎強度和沖擊韌性,同時還可保證硬質合金的高硬度和良好的耐磨性。當WC晶粒的平均尺寸在0.8~1.4μm時,鎢鈷類硬質合金刀具表現出較好的抗磨損性能。
采用普通晶粒尺寸的硬質合金刀具加工鈦合金時刀具壽命通常較短,導致切削速度只能在低于50m/min范圍選取,加工效率較低。肯納刀具推出的由細晶粒碳化鎢(含鈷6%)組成的K313材質基體,兼具高的熱硬度和良好的抗塑性變形能力,有效保證了刀具韌性和均勻的后刀面磨損,在精加工階段切削速度在100m/min左右時刀具仍具有正常的加工壽命。山特維克可樂滿H13A(HW)和伊斯卡IC20非涂層硬質合金刀具材料具有良好的抗粘結磨損性和高韌性,適用于航空工業鈦合金零部件加工。
超硬刀具材料如聚晶立方氮化硼(PCBN)和聚晶金剛石(PCD)可以實現鈦合金材料的高速、高精度和高穩定性加工。對比分析不同刀具材料在高速車削鈦合金時的磨損差異,包括未涂層硬質合金、TiAlN PVD涂層硬質合金以及PCBN等,發現PCBN刀具材料在高切削速度、低進給量、低背吃刀量下切削鈦合金時可以獲得較平穩的切削力和較低的加工表面粗糙度值;PCD刀具在切削速度為200m/min以上加工鈦合金時,仍然可以保持較好的刀具使用壽命和加工表面質量。因此,PCBN和PCD等超硬刀具材料適用于鈦合金的精加工和高速加工。
3、刀具涂層工藝
開發適于鈦合金加工的涂層刀具有助于提升加工效率和延長刀具壽命。刀具涂層材料具有硬度高、耐磨性好、化學性能穩定、耐熱耐氧化和熱導率低等特性,相比未涂層刀具可以提高刀具壽命3~ 5倍以上,提高切削速度20%~100%,提高加工精度0.5~l級,并可大幅降低刀具成本。
通過對比物理氣相沉積 PVD 涂 層(TiN+TiAlN)硬質合金刀具和化學氣相沉積CVD涂層(TiN+Al2O3+TiCN)硬質合金刀具的鈦合金高速銑削性能,發現PVD涂層刀具的使用壽命大于CVD涂層刀具,表現出更優異的切削性能。森拉天時的CTC5240刀片通過結合高粘結性細晶WC基體與超薄PVD涂層,在鈦合金高效加工中表現出良好的耐磨性和使用壽命。對于新型單涂層材質,硬質薄膜材料CrN涂層和Al2O3涂層具有優異的耐磨損性能和抗氧化附著能力,可適用于鈦合金等難加工材料切削。瓦爾特刀具利用PVD涂層方法在刀具基體上沉積Al2O3硬質鍍層,該涂層制備工藝熱載荷小,可在提高刀片韌性的同時保持Al2O3鍍層的高硬度、良好耐熱性和耐磨損等性能,減少了出現積屑瘤的傾向,適合鈦合金高速加工。此外,AlCrN、CrSiN和AlCrSiN等涂層亦適用于鈦合金加工,研究表明高速干切削鈦合金時,AlCrSiN涂層刀具的切削壽命超過無涂層刀具,切削力、切削溫度和加工表面粗糙度指標均優于無涂層刀具。近年來,MoS2和WS2等軟涂層刀具也為鈦合金加工提供了新的選擇。
刀具涂層后處理技術可以進一步提升刀具的切削性能。以PVD TiAlN涂層刀具為例,通過對TiAlN涂層進行干式微噴砂強化后處理,并基于斷裂力學理論分析噴砂時間和噴砂壓強對刀具涂層表面粗糙度和表層硬化深度的影響,證明微噴砂后處理工藝可以顯著改善TiAlN涂層的表面完整性,使涂層顯微硬度較微噴砂處理前提高15%以上,從而提高涂層刀具的耐磨損性能并延長使用壽命。利用濕式微噴砂對CVD TiN/Al2O3涂層刀具進行后處理,發現噴砂時間、磨料類型和磨粒直徑等微噴砂工藝參數對涂層刀具幾何形貌、力學性能及使用壽命具有重要影響,經過微噴砂后處理可有效去除涂層表面的大顆粒缺陷,降低刀具涂層表面粗糙度值,使刀具平均壽命提高27.5%。
深冷處理可以通過改變刀具材料的微觀組織而改善其力學性能,近年來被逐漸嘗試應用于刀具后處理強化。通過研究深冷處理對TiAlN涂層刀具微觀組織及力學性能的影響,發現深冷處理后硬質合金基體中η相碳化物的含量顯著增加,有利于提升涂層與基體的結合強度以及基體材料硬度,且深冷處理溫度降低時涂層與基體的結合強度提高;進一步對比深冷處理前后的TiAlN涂層刀具的車削壽命,表明-190℃深冷處理24h后的刀具壽命相比未深冷處理刀具提高了34.8%。同樣,深冷處理PVD TiAlN/NbN等其他類型涂層的硬質合金銑削刀具,可提高其在鈦合金加工時的刀具耐磨性能。
4、刀具結構設計
采用新刀具結構設計實現難加工材料的高質高效加工是現代企業提高經濟效益的重要途徑。刀具材料改進是刀具技術發展的主線,而在現有刀具材料基礎上,通過刀具幾何結構設計改善切削性能也是提高切削效率和加工質量的有效途徑。國際生產工程科學院CIRP指出,“由于刀具材料的改進,刀具許用切削速度每隔10年提高1倍,而由于刀具幾何結構的改進,刀具壽命每隔10年則提高近2倍”。
相比切削刃數、刀具角度等宏觀結構,刀具切削刃的微幾何特征是影響其切削性能的更直接因素。山特維克可樂滿的CoroMill Plura整體式立銑刀利用多刃型結構設計可實現高進給、小徑向切削深度和高切削速度的鈦合金加工,大幅度減少切削熱量的產生,提供了在航空航天鈦合金整體葉盤加工中的刀具解決方案。瓦爾特的高進給銑刀M4002刀片的后刀面波浪設計,提高了鈦合金的切削加工質量,并使刀具壽命提高1倍。德國來寶精工設計的全刃口新型切削刃采用三角斜度槽型設計,可實現鈦合金抗振動高進給加工,效率提高3倍,壽命延長50%。
Wiper刃型有助于實現鈦合金材料高速度、大進給、大切削深度的高效切削。其中,瓦爾特Xtratec可轉位鉆頭B4213通過使用Wiper修光刃有效改善了表面加工質量。通過對比Wiper刀片與普通刀片銑削鈦合金Ti-6Al-4V的加工性能,發現在獲得相同表面質量時,Wiper刀片可以采用大進給量切削,相比普通刀片切削效率提高1倍。利用形狀因子法對刀具刃口幾何進行參數化表征,可定量化揭示刃口微結構對加工表面殘余應力等完整性指標的影響規律,為刀具的刃口結構設計與制備提供指導。
鈦合金切削加工過程中容易在切削區域積聚大量的切削熱,嚴重損害加工工件的尺寸精度與服役性能。為解決切削過程中切削熱量高且難以耗散的問題,山特維克可樂滿、肯納和瓦爾特等刀具廠商提出了高壓內冷卻加工技術和相應結構的刀具。通過對比干切削、澆注式冷卻以及高壓冷卻三種加工環境下的鈦合金車削試驗,分析切削介質與出液孔位置對切削力與切削溫度的影響規律,發現刀具冷卻結構會影響鈦合金的加工表面形貌、微觀組織和力學性能,利用高壓內冷卻刀具可以有效解決鈦合金切削過程中的熱量累積和散熱問題,且前、后刀面雙出液孔刀具結構對加工表面完整性的改善尤為顯著。
5、刀具加工狀態監控及切削數據庫
刀具切削過程的智能監控是實現智能制造的關鍵技術。隨著人力成本的不斷提高和對自動化生產的迫切需求,無人化車間與黑燈工廠將越來越普遍。刀具切削過程智能監控技術可以實時感知刀具的工作狀態,在掌握刀具是否存在異常的同時能夠自動調整工藝參數;當發現刀具工作狀態出現故障時及時做出預警及決策,從而提高生產效率并保障加工質量。因此,無人干預條件下的刀具狀態監控,是實現切削加工自適應調整的基礎,也是機床設備安全工作的保障。
刀具在切削過程中的磨損、破損行為和刀具振動是影響加工表面質量的重要因素。刀具磨損是切削過程中刀具的正常損耗形式,刀具磨損量增加易導致表面加工質量變差、加工精度下降等,從而造成廢品率上升;刀具破損是刀具的非正常損壞,破損嚴重時將急劇惡化加工表面質量甚至損壞加工設備。因此,需要對刀具的磨損、破損狀態進行有效實時監控,并根據刀具工作狀態給出換刀、停車等指令或優化后續工藝參數。刀具振動是切削刀具與工件之間相互作用的結果,不穩定的刀具振動將影響切削系統的加工穩定性,振動嚴重時(如顫振)可能損壞工件加工表面并產生刀具崩刃。刀具振動問題影響因素眾多、時變性強且建模過程復雜,一般難以完全避免。
開發有效的刀具加工狀態監測技術對于實現切削過程的自動化運行、保證零件加工質量、保護機床設備安全以及提高生產車間的智能化水平具有重要意義。現有智能刀具主要通過安裝某一種或幾種傳感器實現刀具狀態監測功能,例如采用壓電陶瓷薄膜或聲表面波傳感器可以實時監測刀具磨損,利用集成熱電偶可以測試切削溫度等。隨著智能制造技術的發展,更便捷且高效地在切削刀具或加工系統中集成不同功能傳感器,并基于多傳感器融合技術和人工智能算法對復雜切削狀態進行監測,實現刀具狀態監控與數控加工系統的多維交互,從而主動調整加工參數并充分發揮刀具與機床的工作效能,將是未來智能刀具和智能制造的發展趨勢。
切削數據庫是利用計算機技術存儲刀具和加工工藝數據,按照生產需求迅速獲取特定加工場景下所需刀具信息和切削參數的數據化管理工具。利用切削數據庫技術可以根據生產約束條件優化切削工藝,實現高效高質切削加工。數據庫技術將先進的計算機技術與傳統制造業相融合,實現制造資源信息的數據化和結構化管理,符合制造業數字化的發展趨勢。基于實驗室試驗數據、車間生產經驗數據以及文獻手冊數據等,可開發出涵蓋車、銑、鉆和鏜等系列化加工工藝的刀具數據庫系統,為用戶提供優化的鈦合金等難加工材料的切削刀具、切削用量等加工信息,從而有效提高生產效率。基于加工特征分類建立不同類型零件的加工數據庫系統,同時結合實例推理技術,將已有切削加工積累的切削數據和經驗模型存儲在數據庫中,可為新加工案例提供數據基礎和參考解決方案。進一步將切削數據庫系統與CAM軟件集成,可以為數控編程快速準確地提供切削數據,有利于縮短生產制造周期,提高產品的市場競爭力。
6、結束語
隨著切削刀具技術的發展,鈦合金高質高效切削加工技術正在逐漸成熟,在鈦合金加工刀具材料與刀具結構設計、刀具涂層制備、刀具加工狀態監控和數據庫開發等方面均取得了一定進展。
在制造業快速發展的背景下,航空航天、汽車及能源等行業不斷涌現的新材料對切削加工技術提出了更高的要求,推動刀具材料和刀具結構的持續創新。高質高效刀具的開發成為革新加工工藝、提高加工效率和加工質量、降低加工成本的重要源動力。隨著五軸工具磨床加工精度的提高以及超快激光等高能束加工技術的發展,復雜結構刀具的精密制造逐步成為現實,從而為改變刀具結構設計提供了技術基礎,將使刀具切削性能得以持續提升。同時,在智能制造技術的推動下,“智能刀具”和“智能加工”逐步得到重視并成為國際研究的熱點和前沿問題,先進微電子和傳感技術在切削刀具中的進一步應用將有助于加強刀具加工過程的實時監測以及智能控制。
因此,在制造業發展的需求牽引和機械、材料以及信息技術等交叉學科的協同驅動下,開發具有更優切削性能且兼具智能化功能的高性能切削刀具,將成為未來發展的重要方向。