
摘要
金屬型工藝因具有模具加工污染小、可多次反復使用、生產效率高、批量生產時鑄件成本低,以及鑄件尺寸穩(wěn)定、精度高等特點,被認為是鈦合金鑄件生產中最具潛力的工藝之一。然而,金屬型工藝的激冷作用較強,導致成形的鈦合金鑄件表面含有冷隔、流痕等缺陷,且金屬型工藝的使用壽命較短,限制了該工藝的廣泛應用。經研究表明,在鑄型內腔涂敷一層涂層可以有效地解決上述問題。基于此,本文結合鈦合金用金屬型鑄型材料的界面導熱特性,研究了涂層制備工藝及其對鈦合金鑄件表面質量的影響。最終確定了最佳的鈦合金金屬型鑄造工藝,顯著地提高了鈦合金鑄件的批量生產。
鈦合金因具有高比強度、高比剛度、低密度、良好的生物相容性、優(yōu)異的耐腐蝕性能和斷裂韌性等綜合性能,被廣泛用于航空航天、石油化工、生物醫(yī)療等領域。精密鑄造技術可實現復雜結構一次近凈成形,是鈦合金經濟高效成形的首選。
但在實際鑄造過程中,由于鈦合金在高溫熔融狀態(tài)下具有高化學活性的特點,因此鈦合金對鑄型材料提出了較高的要求。目前,常用的鈦合金鑄型材料主要包括石墨和氧化釔等稀土氧化物材料,上述鑄型材料近年來成本持續(xù)上漲,造型成本已占到鑄件成本的30%以上,導致鑄件成本長期居高不下。石墨型在澆注過程中容易損壞,使用壽命普遍較短,不利于鈦鑄件的批量生產;熔模陶瓷型工藝過程復雜,涉及模具設計和型殼多層涂掛、干燥與焙燒,一定程度上增加了鈦鑄件的生產周期。因此,如何針對不同鑄件選擇合適的工藝方法和鑄型材料成為鈦合金鑄造高質量、低成本、高效率、批量生產的關鍵。
金屬型工藝由于具有模具加工簡單、加工污染小、模具可多次反復使用、生產效率高、批量生產時鑄件成本低和鑄件尺寸穩(wěn)定、精度高等特點,在非復雜鈦合金產品領域具有很廣闊的應用前景。美國普惠公司實踐研究表明,當鈦合金采用金屬型工藝進行澆注成形時,與熔模陶瓷型工藝相比,成本降低約40%,鑄件的綜合力學性能更為優(yōu)異,目前已應用金屬型鑄造技術制造了F119發(fā)動機的第4、5級高壓壓氣機阻燃鈦合金導流葉片。美國EMTEC所開展了鈦合金排氣閥的金屬型鑄造工藝研究,分別采用金屬型和陶瓷型澆注了試樣,金屬型澆注的試樣的抗拉強度和屈服強度均相對較好。但金屬型工藝鑄型具有復雜度低,鑄件表面易產生流痕和冷隔、α脆性層等缺陷,厚大鈦鑄件易與鑄型發(fā)生熔焊粘結,鑄型的使用壽命低等特點,極大限制了其廣泛使用。
為了提高金屬型的使用壽命及消除因金屬型的激冷作用導致的鈦鑄件表面的冷隔、流痕和激冷層等缺陷,本文從金屬型的涂層工藝設計與鑄件表面質量分析等方面開展研究,為鈦合金鑄造高質量低成本批量生產奠定基礎。
1、試驗材料及方法
1.1 金屬鑄型材料選擇
目前可用于鑄型材料的金屬主要包括鑄鐵、鑄鋼、鑄銅以及部分難熔金屬,其主要物理性能見表1。
表1 幾種金屬材料的主要物理性能
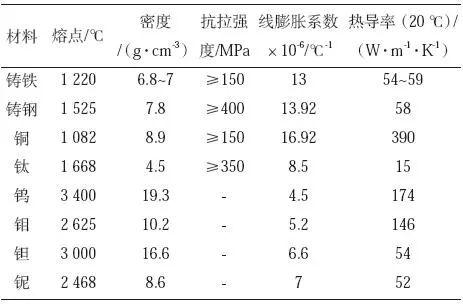
適用于鈦合金的金屬型鑄型材料應滿足幾方面的要求。
(1)具有較高的熔點:鈦合金熔點高,為避免在凝固過程中鑄型熔化變形,致使鑄型與鈦鑄件發(fā)生粘結。因此,鑄型材料需具有較高的熔點。
(2)具有適當的導熱能力:鑄型導熱能力強有利于提高鈦液冷卻能力,可顯著細化鈦鑄件內部組織,提高鈦鑄件的力學性能,但過高的導熱能力不利于鈦液充型,易產生冷隔、流痕、微裂紋等缺陷。因此,金屬鑄型的導熱能力要適中。
(3)具有較高的硬度、室(高)溫強度、良好的機械加工及補焊性能,抗熱疲勞性能好、在反復冷熱循環(huán)下的尺寸穩(wěn)定性好等特點。
(4)鑄型材料成本及造價低廉。
綜上, 對比金屬材料的物理性能, 并綜合考慮成本因素,選擇鑄鋼作為鑄型材料,具體材質為4Cr5MoV1Si模具鋼。
1.2 金屬鑄型涂層工藝選擇
基于其他金屬的金屬型鑄造實踐表明,在金屬型內腔涂覆涂層可以有效地解決該鑄造工藝所帶來的鑄件缺陷,而鈦合金在高溫熔融狀態(tài)下具有較高的化學活性,幾乎能與所有鑄型材料發(fā)生界面反應,因此在鈦合金鑄型內腔表面涂覆一層穩(wěn)定的陶瓷涂層更顯得尤為重要。
選擇涂層材料的主要原則是:粉末材料要具有較高的耐火度、抗熱震性和良好的保溫性或良好的導熱性,與鈦液發(fā)生較小的界面反應,因此,從常用的鑄鈦用耐火氧化物中選取涂層材料。難熔氧化物結合自由能與溫度關系見圖1。由圖可知,各種氧化物材料按其對熔融鈦合金的化學穩(wěn)定性由低到高排列的順序為:SiO2、MgO、Al2O3、ZrO2、CaO、ThO2、Y2O3。因此,試驗選擇Y2O3作為陶瓷涂層材料。
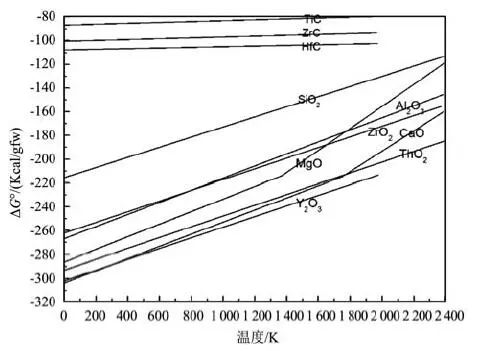
圖1各種氧化物結合自由能與溫度的關系
項目選擇兩種涂覆工藝進行金屬型涂層對比試驗,分別是人工涂刷和等離子噴涂。人工涂刷是將氧化釔粉料和粘結劑混合制成涂料,采用毛刷涂刷在鑄型表面,并經過真空高溫焙燒,形成具有一定結合強度的涂層,其優(yōu)點是操作簡單,但制備的涂層表面毛刷痕跡明顯。等離子噴涂是采用等離子噴涂機在離子電弧加熱下將氧化釔粉末以熔融狀態(tài)噴射于金屬表面形成涂層,為了增強結合強度,在氧化釔涂層與金屬基體之間增加了Ni/Al合金粉末金屬粘結層,該工藝與人工涂刷相比較復雜,但涂層厚度易于控制,并具有較好的表面光潔度,試驗設計的等離子噴涂工藝如表2所示。項目設計了鈦合金試樣金屬鑄型,每個試樣大小為80 mm×20 mm×20 mm,采用上述兩種制備工藝將涂層涂覆于金屬鑄型表面(圖2),涂層厚度約為0.3 mm,澆注時,采用真空自耗電極電弧凝殼熔煉爐并以離心方式(150 r/min)澆注了鈦合金試樣,鈦合金材質為Ti-6Al-4V。
表2 等離子噴涂鑄鈦金屬型試樣工藝參數

試樣澆注后采用電火花線切割方法切取試樣,之后鑲嵌于酚醛塑料粉中并進行適當的磨光拋光,分析試樣時,采用掃描電子顯微鏡進行鑄型表面和試樣表層形貌觀察,使用其自帶的EDS能譜儀進行成分分析,并試驗澆注了金屬鑄件。
2、金屬鑄型涂層微觀形貌分析
圖3為金屬鑄型表面不同涂層工藝的縱向金相組織形貌,圖3a為采用人工涂刷方法制備的涂層,可以看出,陶瓷層與金屬基體界限明顯,局部有分離的現象,這主要是由于人工涂刷制備的涂層通過物理方式結合,經過高溫燒結后,涂層陶瓷化產生應力收縮,與金屬基體發(fā)生不匹配現象。陶瓷內部縱向襯度變化明顯,這是由于涂料反復涂刷,涂刷方向、凝固時間及微觀固相含量不一致所導致。陶瓷層內分布著孔隙和縱向微裂紋,孔隙的形成主要是因為涂料在涂刷時卷吸溶解在涂料中的環(huán)境氣體未能及時完全溢出,這些氣體留在了干燥的涂層層狀結構中,形成了大量的孔隙,縱向微裂紋由于焙燒過程中陶瓷涂層釋放大量的熱應力造成的。微觀孔隙和裂紋是涂層中的應力集中區(qū),極容易造成裂紋的產生并加速裂紋的擴展,成為金屬基體元素擴散的通道,加速涂層與金屬基體受到的化學侵蝕,進而降低涂層強度,加速氧化物的生長,最終導致涂層的失效。圖3b為采用等離子噴涂方法制備的涂層,可以看出,陶瓷層與粘結層、粘結層與金屬基體之間的界面處結合都比較好,沒有明顯的裂紋存在,涂層組織較為致密。
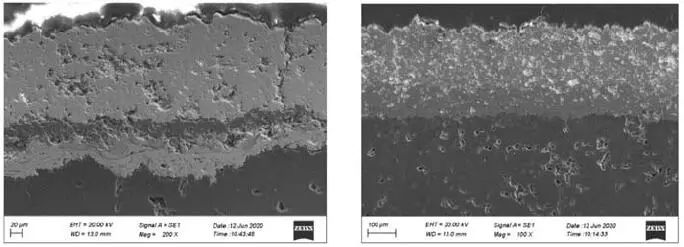
圖3 不同工藝金屬鑄型縱向截面金相組織
3、金屬鑄型與鈦合金界面反應分析
為了分析涂層金屬型工藝對鈦試樣表面質量的影響,對試樣表面污染層進行了掃描電鏡線掃描分析,如圖4和圖5所示。由圖可知,人工涂刷涂層的金屬型澆注的鈦合金試樣表層出現了一定程度的Y元素和O元素的擴散,擴散厚度約10 μm,這主要是由于人工涂刷涂層結合性和穩(wěn)定性較差,孔隙和微觀裂紋部位易與鈦液發(fā)生反應,導致鈦液被污染。而采用等離子噴涂涂層的金屬型澆注的鈦合金試樣表面未出現Y元素和O元素的擴散。上述分析表明,等離子Y2O3涂層可以較好的阻隔金屬材料與熔融鈦液發(fā)生化學反應。
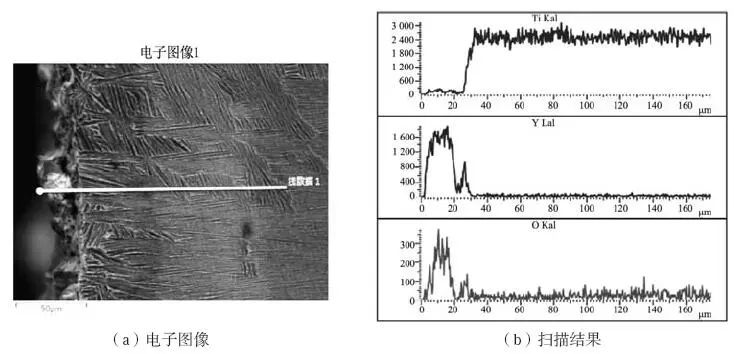
圖4 人工涂刷涂層金屬型澆注的鈦合金試樣表層線掃描結果
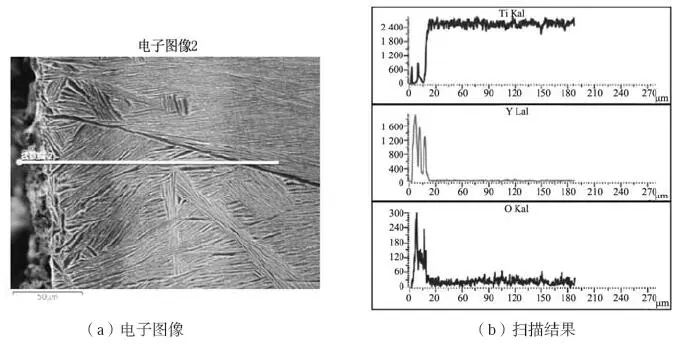
圖5 等離子噴涂涂層的金屬型澆注的鈦合金試樣表層線掃描結果
4、典型鈦合金鑄件試制
4.1 金屬鑄型制備
本試驗采用上述涂層工藝澆注制備了舵軸鑄件, 金屬鑄型分成兩塊組裝而成, 主體材料選用4Cr5MoV1Si熱作模具鋼,鑒于該鑄件結構不太復雜,尺寸不大,未采用鑲塊、底座和導軌結構,模具緊固采用45#鋼螺栓緊固,金屬型模具見圖6。為了增強金屬基底與涂料之間的結合強度,對金屬型進行除銹、除油處理后,吹16~24目的棕剛玉砂,吹砂時間5 min,以保證涂層和基體的良好結合。鑄造充型離心轉數為250r/min,澆注的鑄件進行清型、切割澆冒系統(tǒng)、噴砂處理和HIP處理后進行了質量分析。
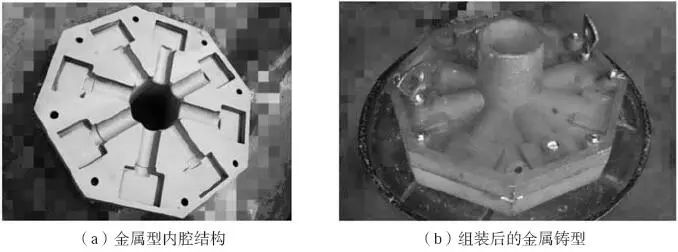
圖6 涂覆涂層后的金屬鑄型
圖7為澆注后的舵軸鑄件,圖8為噴砂處理后的舵軸鑄件。由圖可知,人工涂刷涂層后的金屬鑄型澆注的鑄件表面有很多流痕和“鈦豆”,表面凹凸不平,某些部位表面還有微裂紋,表面質量較差。涂覆涂層后的金屬鑄型澆注的鑄件表面則比較光滑,鑄件表面沒有明顯的流痕和裂紋,說明涂層工藝可以明顯改善鑄件表面的光潔度。
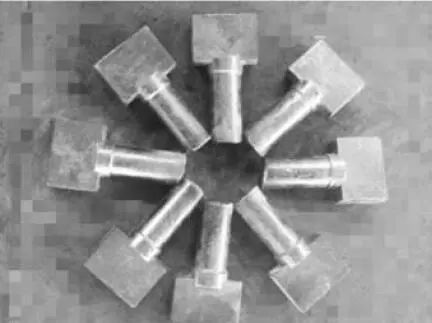
圖7 澆注后的鑄件
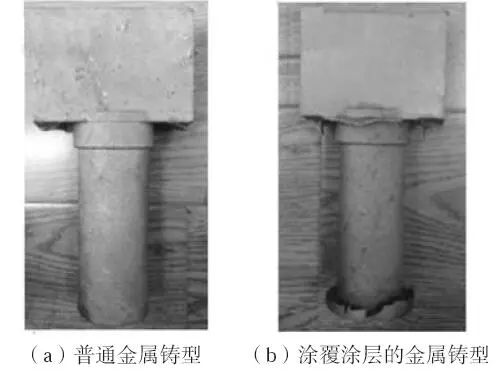
圖8 噴砂狀態(tài)舵軸鑄件

圖9 舵軸鑄件熒光對比
圖9為兩件舵軸鑄件的熒光照片對比圖,左邊是人工涂刷涂層金屬鑄型澆注的鑄件,右邊是等離子涂層金屬鑄型澆注的鑄件。由圖可知,左邊鑄件有明顯的線性缺陷,是表面的微裂紋。右邊的鑄件表面質量則較好,沒有明顯缺陷。
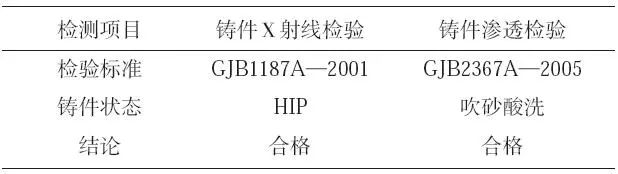
研制的鑄件經最終X射線和熒光滲透檢驗,質量符合產品技術要求,見表3,表面質量優(yōu)于同類采用機加石墨型鑄造的鑄件。
表3 X光檢測和表面著色檢查結論
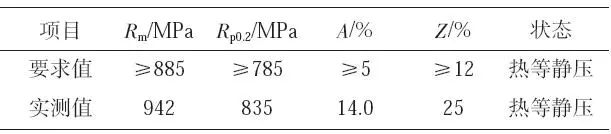
取澆注的舵軸鑄件附鑄試樣進行力學性能和化學成分檢驗,結果見表4和表5,均達到GJB2896A—2007中相關要求。
表4 試制鑄件(ZTA15)化學成分檢測結果

表5 試制鑄件(ZTA15)力學性能檢測結果
5 結論
(1)本試驗采用模具鋼4Cr5MoV1Si作為金屬鑄型,對比分析了采用人工涂刷和等離子噴涂兩種方式制備的涂層微觀形貌,人工涂刷涂層質量相對較差,出現局部分離,且內部存在微觀孔隙和裂紋,而等離子噴涂涂層質量較好,涂層組織較為致密,結合性好。
(2)涂覆人工涂刷涂層金屬型澆注的鈦試樣表面發(fā)生了界面反應,涂層材料擴散到試樣表面,并且澆注的舵軸鑄件表面粗糙度低、微裂紋嚴重;而涂覆等離子涂層金屬型澆注的鈦試樣表面幾乎沒有發(fā)生界面反應,鑄件表面光滑平整,沒有出現明顯的流痕和裂紋缺陷。
(3)采用等離子涂層工藝制備金屬型較為理想,可以實現簡單小型鈦鑄件在批量生產過程中降低成本和提高表面質量的目的。
