引言:鈦合金焊接的特殊性與挑戰
鈦合金以其高強度、耐腐蝕、生物相容性等特性,被廣泛應用于航空航天、海洋工程、醫療器械等領域。然而,其高化學活性和對焊接環境敏感性使其焊接技術成為行業難題。焊接過程中若操作不當,極易引入氫、氧、氮等雜質,導致材料脆化、力學性能下降甚至斷裂。本文結合權威技術規范(如ASTM、ISO標準),系統梳理鈦合金焊接的關鍵技術要點,為從業者提供從工藝設計到質量控制的全流程指南。
一、鈦合金焊接工藝選擇與核心原則
1.焊接方法的適用性分析
鈦合金焊接方法的選擇需基于材料厚度、結構類型和工程要求。根據GB/T 3375-2015《焊接工藝評定規程》,主要方法包括:
鎢極氬弧焊(TIG/GTAW):適用于3mm以下薄壁材料,因其電弧穩定、熱輸入可控,能有效減少熱影響區(HAZ)污染。
熔化極氬弧焊(MIG/GMAW):適用于3mm以上中厚板,焊接速度高,但需嚴格控制保護氣流量(推薦≥20L/min)。
真空電子束焊(EBW):適用于高精度、復雜結構(如醫療植入體),可實現真空環境下的無污染焊接,但設備成本高昂。
禁止使用的焊接方法:焊條電弧焊(藥皮易引入雜質)、CO?氣體保護焊(氧化性強)、氣焊(燃燒產物污染焊縫)。
2.焊接材料的科學選型
(1)保護氣體的苛刻要求
氬氣純度:需達到99.99%(4N級),露點≤-40℃,雜質總含量<0.001%(ISO 14175標準)。
流量控制:背面保護氣流量建議為5-10L/min,噴嘴保護氣流量15-25L/min,過高流速可能造成紊流引入雜質。
(2)焊絲的成分匹配原則
等同性原則:優先選用與母材成分一致的焊絲(如TA1焊絲焊接TA1鈦板)。
降級匹配:當追求塑性時,可選擇強度略低的焊絲(如用TA2焊絲焊接TA5母材),但需通過力學性能驗證。
特殊焊絲:對醫療級鈦合金(如Ti-6Al-4V ELI),推薦使用ELI級焊絲以降低雜質含量。
二、焊接參數優化與工藝設計
1.焊接參數的系統化配置
(1)鎢極的選擇與制備
鎢極類型:鈰鎢極(Ce-TIG)優于純鎢極,其電阻率低、引弧容易且燒損率降低30%(AWS A5.1標準)。
直徑與角度:直徑根據壁厚選擇(1-3mm),端部磨制為30-45°錐形,確保電弧集中度。
污染控制:鎢極端部若發黑或變脆,需立即更換,避免夾鎢缺陷。
(2)坡口設計的科學依據
坡口角度:推薦單V型坡口70-80°,通過減少焊接層數(≤3層)降低吸氣風險。
鈍邊控制:鈍邊厚度0.5-1.0mm,過大的鈍邊易導致未熔合,過小則需增加填充金屬。
案例數據:某潛艇鈦合金管對接接頭采用60°坡口時,焊縫吸氫量較80°坡口增加20%,導致沖擊韌性下降15%。
(3)定位焊的精細化操作
間距與長度:建議定位焊間距100-150mm,單點焊縫長度10-15mm,避免應力集中。
參數一致性:定位焊的電流、電壓及保護氣參數須與正式焊接一致,防止顯微組織差異。
2.溫度與保護的雙重控制
(1)熱影響區溫度限制
關鍵閾值:HAZ溫度必須<250℃,否則氧化層厚度可能突破臨界值(>5μm)。
溫度監測:建議使用紅外熱成像儀實時監控,或通過表面顏色判斷溫度(見下文)。
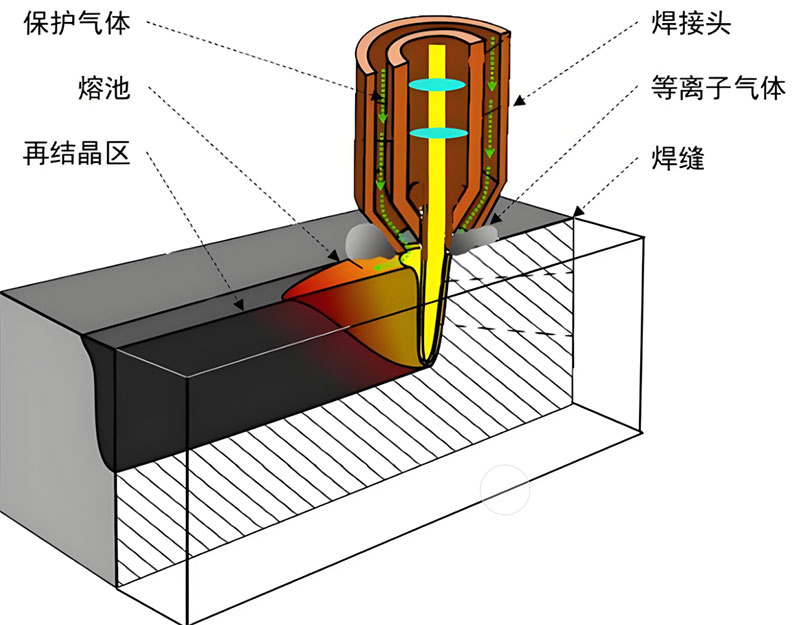
(2)多層保護體系構建
拖罩保護:采用可移動氣罩覆蓋焊縫后方300mm區域,確保焊道冷卻至350℃以下。
管內充氬:鈦管焊接時,通過管端密封并充入純度≥99.99%的氬氣,正壓保護壓力建議0.01-0.03MPa。
三、焊縫與熱影響區顏色分級標準
鈦合金焊接質量常通過焊縫與HAZ的顏色判斷污染程度。根據GB/T 14976《鈦及鈦合金焊接接頭缺陷分級》:
1.焊縫區顏色與質量等級

2.熱影響區顏色管控
銀白/淡黃:允許一級至三級焊縫,需確保HAZ厚度<0.5mm。
深黃/金紫:僅限二級、三級焊縫,需通過X射線檢測驗證內部質量。
深藍色:三級焊縫允許,但需進行退火處理以消除應力(溫度控制在700-800℃,保溫1小時)。
四、關鍵操作要領與故障排除
1.手工氬弧焊的精細化操作
焊絲送進技巧:保持焊絲與焊槍軸線夾角10-15°,送絲速率與熔滴過渡同步,避免端部暴露在保護氣外。
擺動控制:橫向擺幅≤2倍焊縫寬度,頻率≤3次/秒,過度擺動易造成氬氣渦流。
收弧處理:采用回填法收尾,焊槍后退時繼續送絲1-2秒,確保弧坑填充完整。
2.常見缺陷及解決方案
(1)氣孔缺陷
原因:焊絲表面氧化、保護氣泄漏或焊槍角度不當。
對策:焊前預熱至100-200℃,采用雙氣體保護(噴嘴+拖罩),焊槍垂直偏差<5°。
(2)裂紋問題
原因:氫擴散導致的延遲裂紋(多在焊接后24-48小時出現)。
對策:焊后立即進行800-850℃退火處理(時間≥2小時),或使用低氫焊絲(氫含量<2.0mL/100g)。
(3)未熔合缺陷
原因:電流過小、焊速過快或坡口清理不徹底。
對策:按母材厚度選擇合適參數(如3mm鈦板推薦電流80-120A,速度100-150mm/min)。
五、鈦合金焊接的安全與環境管理
1.焊接環境控制
潔凈度要求:焊接區域濕度<60%,溫度波動范圍±5℃,避免焊接過程中氬氣露點上升。
防護措施:操作者需穿戴防塵服、手套及防護面罩,焊接場地配備抽風系統(風速<0.2m/s)。
2.廢棄物處理
焊絲頭、氧化皮等含鈦廢棄物按危險廢物(HW49)處理,防止環境污染。