
3 切削工藝性能
對激光快速成形TA15鈦合金工字梁、接頭、框等不同形狀尺寸的飛機(jī)構(gòu)件的銑削、鏜削、鉆削和攻絲等切削加工研究表明,激光快速成形鈦合金的切削工藝性能與鍛造鈦合金相當(dāng),同時(shí)表現(xiàn)出良好的切削工藝穩(wěn)定性。這與激光快速成形鈦合金組織性能對零件形狀、尺寸、壁厚等的不敏感性有關(guān)。
研究發(fā)現(xiàn),激光快速成形鈦合金構(gòu)件切削加工中存在以下2方面的特殊性,在制定切削工藝時(shí)必須注意。
(1)激光快速成形鈦合金構(gòu)件在粗加工之前必須對毛坯進(jìn)行細(xì)致的劃線和定位,必要時(shí)進(jìn)行試走刀。因?yàn)榧す饪焖俪尚嗡@得的是已具有一定尺寸精度的“近終形”毛坯,加工余量相比鍛件少得多,同時(shí)各部位之間已形成了尺寸關(guān)聯(lián),因此,要求加工前對外廓和關(guān)鍵部位均進(jìn)行全面細(xì)致劃線,確定X、Y、Z三維方向上的基準(zhǔn),從而確保精加工后零件上所有表面層(包括波紋起伏的原始表面和熱處理過程中形成的表面滲氧層)均能被加工去除。
例如,在激光快速成形TA15鈦合金某大型飛機(jī)復(fù)雜構(gòu)件(存在大量縱橫交錯(cuò)筋條結(jié)構(gòu))的加工過程中,首件粗加工僅以外廓尺寸進(jìn)行定位,結(jié)果導(dǎo)致個(gè)別筋條一側(cè)加工余量很大,而另一側(cè)的波紋起伏表面尚未加工平整;經(jīng)增加鉗工劃線和試走刀工序后,優(yōu)化調(diào)整了加工基準(zhǔn),使各部位均有一定的加工余量。
(2)對激光快速成形鈦合金構(gòu)件進(jìn)行粗加工時(shí),首次進(jìn)刀應(yīng)采取相對大切削深度策略,即避免刀刃直接切削波紋起伏層、表面粘結(jié)氧化物顆粒和熱處理滲氧層。初期研究工作中,若首次進(jìn)刀切深量較小,粗加工時(shí)噪聲尖銳、顫動(dòng)明顯,且經(jīng)常發(fā)生崩刃現(xiàn)象,刀具磨損較快(圖6(a));后加大切深量,刀刃切入表面氧化層以內(nèi),切削效果明顯改善(圖6(b))。
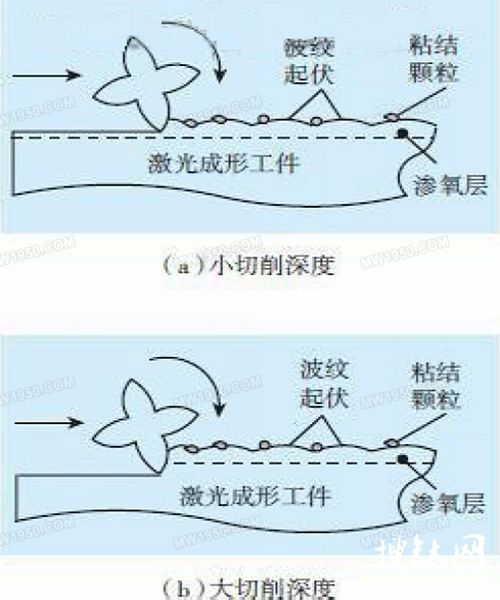
圖6 激光快速成形TA15鈦合金表面層粗加工示意圖
4 激光快速成形TA15鈦合金飛機(jī)大型構(gòu)件切削加工
4.1銑削粗加工
粗加工前在鉗工平臺(tái)上對激光成形“近終形”毛坯進(jìn)行了劃線,綜合該零件腹板下方各筋條、緣條的相對位置,以及與腹板上方2個(gè)接頭的位置關(guān)聯(lián)關(guān)系,確定了加工基準(zhǔn),并進(jìn)行試走刀,保證了加工余量的均勻性。
由于粗加工階段以快速去除加工余量、控制零件整體變形為主要目標(biāo),同時(shí)兼顧粗加工后的超聲波檢測要求(如表面粗糙度達(dá)到Ra3.2、單側(cè)加工余量≥1.5mm等),所以采取的工藝方案是高切削速度、高進(jìn)給率和小切削量的組合,切入和切出盡量采用連續(xù)的螺旋和圓弧軌跡進(jìn)行切向進(jìn)刀,以保證恒定的切削條件。
應(yīng)用螺旋等高速加工方式對激光快速成形TA15鈦合金工字梁進(jìn)行粗加工,獲得了較好的切削效率與表面質(zhì)量的匹配,粗加工后實(shí)物照片如圖7所示。

圖7 激光快速成形TA15鈦合金工字梁粗加工狀態(tài)