
鈦合金構件激光快速成形技術,以鈦合金粉末為原料,通過激光熔化逐層沉積(“生長制造”),直接由零件CAD模型一步完成高性能鈦合金構件的“近凈成形”,是一種變革性的短周期、低成本、無模、數字化、先進的制造技術。與整體鍛造等鈦合金傳統制造技術相比,鈦合金構件激光快速成形技術具有組織細小均勻、綜合力學性能優異,無需鍛造加工及鍛造模具,材料利用率高、機械加工余量小、數控加工時間短、柔性高效等突出優點。通過近10年的攻關,我國已率先實現激光快速成形大型鈦合金主承力構件的裝機應用。
激光快速成形鈦合金零件的表面形貌特征、顯微組織、力學性能以及尺寸余量等與傳統鑄造和鍛造鈦合金存在明顯差異,其機切削工藝也與傳統鍛造鈦合金存在差異。目前尚無有關激光快速成形鈦合金的切削加工工藝的研究報道。本課題分析了激光快速成形TA15鈦合金制件的表面形貌特征和硬度分布均勻性,重點研究了激光快速成形TA15鈦合金構件的銑削、鏜削、鉆孔等切削工藝性能,切削加工刀具材料選擇和銑削工藝參數優化。
試驗方法
選擇北京航空航天大學激光快速成形的TA15 鈦合金飛機構件作為典型試驗件。TA15鈦合金飛機構件激光快速成形后按照(750±20)℃/(2~3)h,AC熱處理制度進行去應力退火。采用BX51M 型光學金相顯微鏡(OM)和JSM25800型掃描電子顯微鏡(SEM)觀察分析激光快速成形TA15鈦合金材料的顯微組織,在MH-6型半自動顯微硬度計上測試了材料的顯微硬度。
在中國航天三院159廠采用XH718/1型三軸立式數控加工中心、意大利JOBS公司J243型五軸數控龍門銑床、德國TCX110型四軸數控鏜銑床和昆明機床廠TK6913A型四軸數控鏜銑床等進行了激光快速成形TA15鈦合金材料的銑削、鏜削和鉆孔等切削加工工藝研究,并選用鍛造TA15 鈦合金材料進行了加工工藝性能對比研究。
激光快速成形TA15鈦合金構件表面形貌特征
TA15鈦合金構件激光快速成形后獲得“近終形”鈦合金零件毛坯,其表面形貌狀態將影響銑削粗加工刀具材料和銑削參數的選擇。本課題首先分析總結了激光快速成形TA15鈦合金材料的表面形貌特征,為銑削加工工藝優化提供指導。
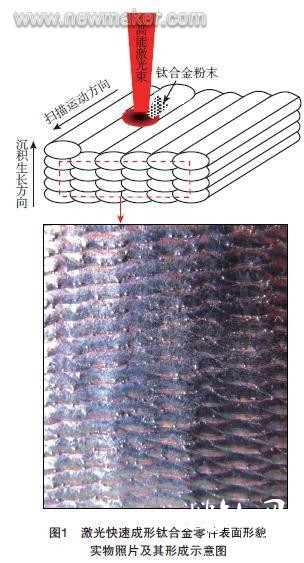

圖2 激光快速成形鈦合金零件表面粘結粉末形貌實物照片
激光快速成形TA15鈦合金硬度均勻性
材料的組織結構是影響機械加工工藝的重要因素之一。圖3為激光快速成形TA15鈦合金沿沉積生長方向的縱截面宏觀形貌,從圖中清晰可見與表面“魚鱗紋”狀形貌相對應的逐層熔化沉積痕跡。進一步的高倍顯微組織分析表明(圖4),激光快速成形TA15鈦合金具有超細“網籃狀”特殊顯微組織,其α片層細小、片層集束取向隨機多樣,具有快速凝固組織特征,這是激光快速成形鈦合金具有優異綜合力學性能的凝固組織基礎。

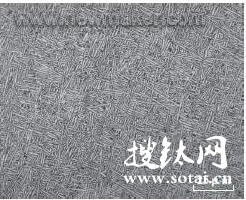
圖3 激光快速成形TA15鈦合金典型顯微組織OM照片
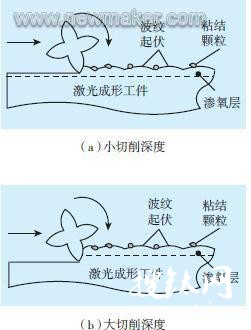
圖5 激光快速成形TA15鈦合金材料顯微硬度分布
激光快速成形TA15鈦合金切削工藝性能
1刀具材料和刀具幾何參數選擇
由于鈦合金熱導率低、塑性低、金屬粘著傾向大等特性,對刀具壽命影響很大,刀具材料選用主要應從降低切削溫度和減少粘性2方面出發。通常應選擇紅硬性好、抗彎強度高、耐磨性高、導熱性能好且與鈦合金親和性差的刀具材料。
本課題以激光快速成形TA15鈦合金工字梁飛機典型結構為對象,對比研究了不同刀具的切削效果。結果表明,激光快速成形鈦合金切削加工的刀具材料和刀具幾何參數的選擇基本可沿用鍛件的選擇情況,但由于激光快速成形鈦合金零件的特殊表面形貌,在銑削表面氧化層過程中,可選用高鈷高速鋼(如W2Mo9Cr4V4Co8)或鋁高速鋼(如W6Mo5Cr4V2Al)等刀具材料以降低成本。
在激光快速成形TA15鈦合金飛機構件的銑削加工研究中發現,可以根據磨損和排屑等情況對銑刀進行修磨,改變銑刀的幾何參數,改善切削加工性能。采用可轉位刀具和硬質合金單刀銑削,粗加工時要求刀具前角、后角要小些,精加工時要求刀具前角、后角、螺旋角要偏大些或刀齒密些,并盡可能縮短切削刃長。加工激光快速成形TA15鈦合金飛機構件的刀具結構參數見表1。

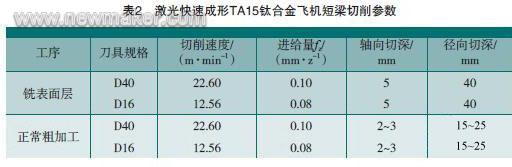
激光快速成形TA15 鈦合金材料切削參數的選擇與鍛件基本相同,一般原則是高的切削速度、中等的每齒進給量fz、較小的軸向切深ap 和適當大的徑向切深ae但是,在銑削表面層時要求大的切深,以避免表面波紋起伏、粘結硬質氧化物顆粒及表面滲氧硬質層對刀具的急劇磨損和“打刀”崩刃。
激光快速成形TA15鈦合金飛機短梁構件在加工表面層和正常粗加工時的銑削參數如表2所示(刀具材料均為Y330A)。
對激光快速成形TA15鈦合金工字梁、接頭、框等不同形狀尺寸的飛機構件的銑削、鏜削、鉆削和攻絲等切削加工研究表明,激光快速成形鈦合金的切削工藝性能與鍛造鈦合金相當,同時表現出良好的切削工藝穩定性。這與激光快速成形鈦合金組織性能對零件形狀、尺寸、壁厚等的不敏感性有關。
研究發現,激光快速成形鈦合金構件切削加工中存在以下2方面的特殊性,在制定切削工藝時必須注意。
(1)激光快速成形鈦合金構件在粗加工之前必須對毛坯進行細致的劃線和定位,必要時進行試走刀。因為激光快速成形所獲得的是已具有一定尺寸精度的“近終形”毛坯,加工余量相比鍛件少得多,同時各部位之間已形成了尺寸關聯,因此,要求加工前對外廓和關鍵部位均進行全面細致劃線,確定X、Y、Z三維方向上的基準,從而確保精加工后零件上所有表面層(包括波紋起伏的原始表面和熱處理過程中形成的表面滲氧層)均能被加工去除。
例如,在激光快速成形TA15鈦合金某大型飛機復雜構件(存在大量縱橫交錯筋條結構)的加工過程中,首件粗加工僅以外廓尺寸進行定位,結果導致個別筋條一側加工余量很大,而另一側的波紋起伏表面尚未加工平整;經增加鉗工劃線和試走刀工序后,優化調整了加工基準,使各部位均有一定的加工余量。
(2)對激光快速成形鈦合金構件進行粗加工時,首次進刀應采取相對大切削深度策略,即避免刀刃直接切削波紋起伏層、表面粘結氧化物顆粒和熱處理滲氧層。初期研究工作中,若首次進刀切深量較小,粗加工時噪聲尖銳、顫動明顯,且經常發生崩刃現象,刀具磨損較快(圖6(a));后加大切深量,刀刃切入表面氧化層以內,切削效果明顯改善(圖6(b))。
圖6 激光快速成形TA15鈦合金表面層粗加工示意圖
4.1銑削粗加工
粗加工前在鉗工平臺上對激光成形“近終形”毛坯進行了劃線,綜合該零件腹板下方各筋條、緣條的相對位置,以及與腹板上方2個接頭的位置關聯關系,確定了加工基準,并進行試走刀,保證了加工余量的均勻性。
由于粗加工階段以快速去除加工余量、控制零件整體變形為主要目標,同時兼顧粗加工后的超聲波檢測要求(如表面粗糙度達到Ra3.2、單側加工余量≥1.5mm等),所以采取的工藝方案是高切削速度、高進給率和小切削量的組合,切入和切出盡量采用連續的螺旋和圓弧軌跡進行切向進刀,以保證恒定的切削條件。
應用螺旋等高速加工方式對激光快速成形TA15鈦合金工字梁進行粗加工,獲得了較好的切削效率與表面質量的匹配,粗加工后實物照片如圖7所示。

圖7 激光快速成形TA15鈦合金工字梁粗加工狀態
(1)采用順銑(爬升切削)方式,以保持切削條件恒定,獲得較好的表面質量;
(2)保持金屬去除率恒定和選擇合理的走刀方式;
(3)盡量減少刀具的切入次數,可選擇回路或單一路徑切削模式來進行順銑。
4.2銑削精加工
精加工的基本要求是獲得很高的精度、光滑的零件表面,實現精細區域的加工,如小的圓角、溝槽等。三維螺旋策略綜合了螺旋加工和等高加工策略的優點,可避免平行策略和偏置精加工策略中出現的頻繁方向改變,從而提高了加工速度,減少了刀具磨損,還可以在很少抬刀的情況下生成連續光滑的刀具路徑。
針對激光快速成形某大型TA15鈦合金飛機構件切削加工中存在大量R圓角的實際情況,在精加工中應采用筆式加工。首先找到先前大尺寸刀具加工后留下的拐角和凹槽,然后自動沿著這些拐角走刀,允許采用越來越小的刀具,直到刀具半徑與三維拐角或凹槽的半徑相一致,從而降低了拐角處的切削難度,也降低了讓刀量和噪聲的產生。
采用該精加工編程策略對激光快速成形TA15鈦合金某大型“腹板+筋條結構”飛機構件進行機械加工,獲得了較好的效果,精加工后的局部如圖8所示。

圖8 激光快速成形TA15鈦合金工件精加工狀態實物圖
精加工后直接在數控加工中心上對工件上不同孔徑、不同方向的百余個孔進行鉆削(圖9(a));然后在臥式數控鏜銑床上對左右2個對稱的軸承孔進行鏜削(圖9(b));最后采用配模手工鉆制個別孔,并對軸承孔上的注油孔內螺紋進行手動攻絲,工藝參數基本參照BT20鈦合金鍛件的加工工藝。
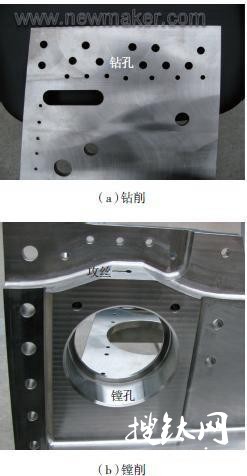
圖9 激光快速成形TA15鈦合金構件鏜削、鉆削和攻絲等加工后實物照片
4.4切削變形控制
針對激光快速成形尺寸達1730mm×380mm×275 mm的飛機某大型鈦合金構件銑削等加工過程中不可避免的殘余應力及由此帶來的加工變形,本課題從切削工藝、裝夾和冷卻等多方面研究了變形控制方法。
激光快速成形鈦合金薄壁/細長零件與鍛造鈦合金的對比試切工藝試驗表明,激光快速成形鈦合金零件的加工回彈量相對較小,但由于所研究零件具有大平面腹板+單側不等厚/漸變厚度筋條的不對稱結構,且零件腹板平面度要求很高,這給切削變形控制帶來了較大難度。
首先,對切削工藝進行了優化研究。針對該激光成形鈦合金零件提出了多次翻轉、單次少量加工的加工策略,在未進行加工過程中的任何去應力退火工藝條件下實現了對平面度的良好控制,但多次裝夾和重新定位耗用一定工時,并且研究過程發現精加工零件經長時間放置后存在輕微變形(應力釋放)的現象。據此,研究增加了半精加工和其后的去應力退火工序,通過半精加工使最終精加工量盡量小(單側加工余量由原粗加工后的2.0~2.5mm減少至0.5~1.0mm)。隨后,將半精加工件緊固于具有基準平面的裝夾平臺上進行去應力退火,結果表明,增加半精加工和其后的去應力退火工序后,最終精加工后零件的平面度控制效果更佳,長時間放置后重新測量零件平面度時未發現明顯變形,表明經優化工序后的切削工藝大大降低了零件中的殘余應力水平,有利于變形控制。
其次,對裝夾方式進行了優化。研究表明,夾具要有足夠的剛性,工件在安裝時夾緊力不宜過大,以減少加工時零件的振動或變形。此外,鈦合金導熱系數小,切削鈦合金過程中產生的切削熱積于切削刃附近不易散發,造成刀具磨損嚴重、加工表面粗糙度低甚至嚴重導致零件過燒,因此切削過程中必須對加工零件充分澆注切削液。激光快速成形鈦合金零件的切削冷卻沒有特殊性,選用HGS-113切削液對該大型鈦合金構件進行切削加工時效果良好。
結論
(1)激光快速成形TA15 鈦合金“近終形”工件表面具有規則波紋起伏“魚鱗紋”狀形貌特征,這種特殊的表面形貌要求粗加工表面層時采用適當大的切深量。
(2)激光快速成形鈦合金零件粗加工前要求進行細致的劃線定位,必要時應試走刀,以保證各部位均留有合適的加工余量。由于激光快速成形工件已具有一定尺寸精度,各部位之間形成了較強的尺寸關聯關系。
(3)激光快速成形TA15鈦合金的銑削、鏜削、鉆削和攻絲等切削工藝性能與鍛件無顯著差異,其加工刀具材料和刀具幾何參數的選擇、切削工藝、冷卻與裝夾等除上述2方面特殊性外基本可參照鍛件。
(4)采用優化的切削工藝對激光快速成形某大型TA15鈦合金飛機構件進行了銑削粗加工和精加工、鏜孔、鉆孔和攻絲,獲得了良好的尺寸精度和表面質量。(end)