
金屬的增材制造(AM)工藝正在快速發(fā)展,與減材制造工藝相比,AM減少了設計限制,并可以大大減少材料浪費。但是,要使金屬增材制造在航空航天中得到廣泛應用,必須解決一些基本問題。
2020年4月8日,南極熊看到,華盛頓大學研究人員發(fā)表了一篇關于“粉末重復利用對3D打印零件質量的影響”的論文。該論文發(fā)表在《 Materialia》雜志上,主要研究的是Ti6Al4V粉末(可商購的5級鈦合金)在電子束粉末床熔融工藝中重復利用所帶來的變化。
當為安全關鍵型應用(例如高應力航空航天組件)制造零件時,質量至關重要。在金屬粉末床熔融的工藝中,經(jīng)常通過粉末再利用來提高其經(jīng)濟性,但是隨著時間和使用周期的增加,降低了粉末的物理性能。原料的沉積,熔化和鋪設會在細粉顆粒上施加應力,使它們從其原始球形變形,直到它們不再以最佳方式流動為止。該研究小組希望研究高應力部件的增材制造方式,以原材料的質量及其對最終零件的機械性能的影響為重點。
本研究使用電子束熔化(EBM)技術對鈦合金進行了30個構建周期的打印,其中“ b1”是第一個構建周期,而“ b30”是最終構建周期(約480 h的構建時間)。實驗歷時約六個月,所有3D打印均在ARCAM A2X EBM系統(tǒng)上完成,研究人員在實驗的每個階段對粉末進行了表征,研究了粉末中顆粒大小的分布及其對成型質量的總體影響。
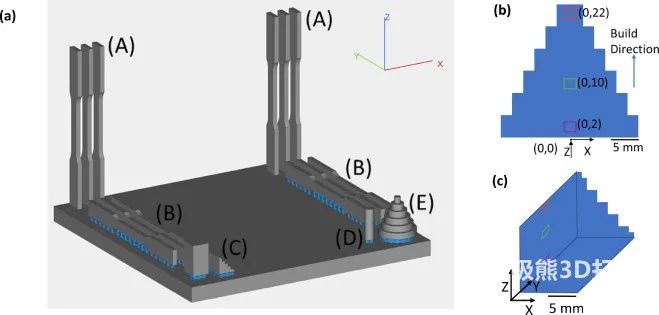
每個構建周期制造的樣本,圖片來自華盛頓大學。
結果表明,該過程的幾乎所有方面都受粉末再利用的影響。具體而言,粒徑分布變窄,顆粒的損壞會隨著重復使用而增加,包括表面變形(球形度降低),部分熔化和/或顆粒融合和破裂。在粉末上使用掃描電子顯微鏡后,研究人員發(fā)現(xiàn),隨著粉末再利用周期的增加,其形態(tài)和表面質量將顯著下降。在b1時,粉末顆粒基本上是球形的并且光滑。隨著循環(huán)的進行,微小的顆粒最終融合在一起并粘附在周圍較大顆粒的表面上。到了b30,研究人員觀察到較大顆粒的損壞和變形很大,而較小顆粒則完全消失了。
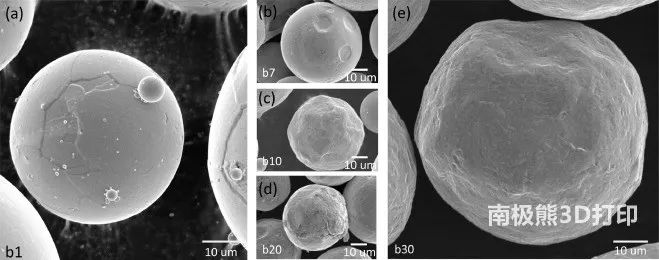
△在整個實驗過程中粉末的形態(tài), 圖片來自華盛頓大學。
然后,研究人員研究了金字塔試樣的晶粒微觀結構,研究了它們在同一部分中的高度如何不同,以及在六個月的建造周期中它們如何不同。金字塔零件在靠近零件頂部的地方具有較緊密的編織圖案,而在3D打印零件的底部附近則具有較寬松的紋理結構。隨著制造周期數(shù)的增加,零件的晶粒結構也出現(xiàn)了稍寬的分布。根據(jù)研究,這表明零件的冷卻速率隨構建高度的增加而增加,但在整個構建周期中沒有顯著差異。
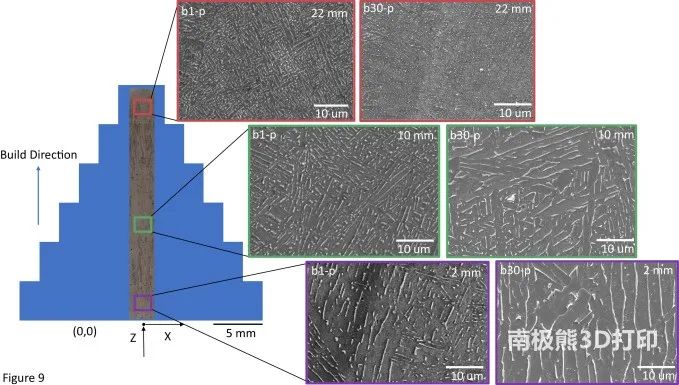
△金字塔試樣的晶粒微觀結構,取決于高度和建造周期,圖片來自華盛頓大學。
詳細研究結果:
1. 粉末尺寸和形態(tài)
來自光學顯微鏡的原始粉末的顯微照片顯示在圖3(a)中。該顯微照片突出顯示了大范圍的粒徑,附著在較大顆粒上的附屬顆粒以及非球形顆粒的示例。來自每個構件的粉末樣品的顯微照片用于通過圖像分析表征粉末尺寸分布。圖3(b)顯示了從顯微照片中從包括b1,b10,b20和b30在內的多個版本獲得的尺寸分布。小顆粒的數(shù)量明顯減少,中值周圍的分布范圍逐漸縮小,變?yōu)楦咚狗植肌?/div>
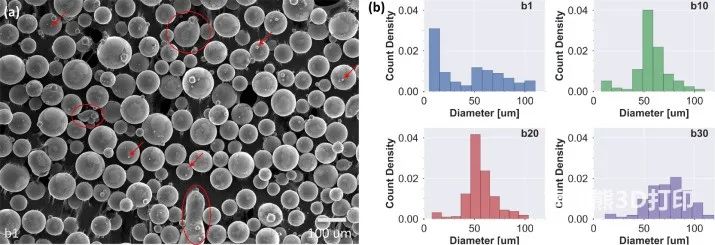
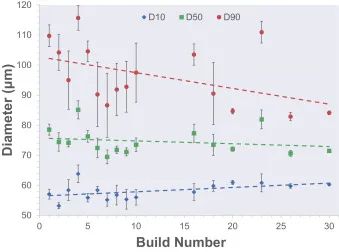
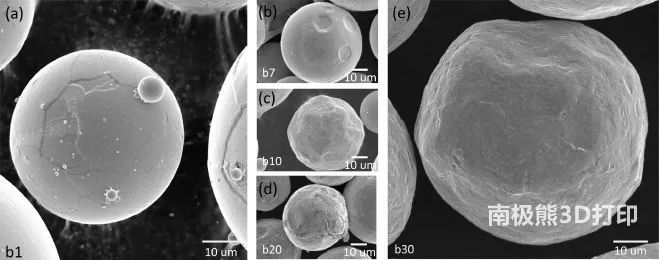
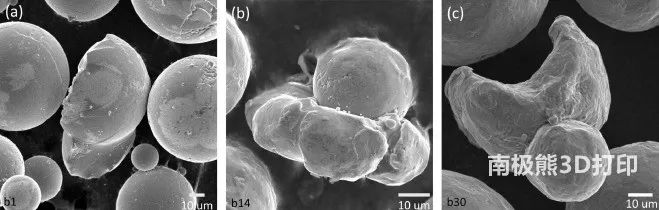
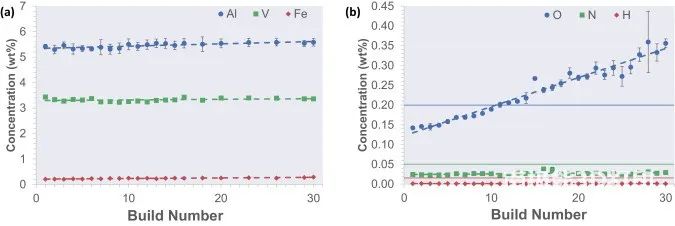
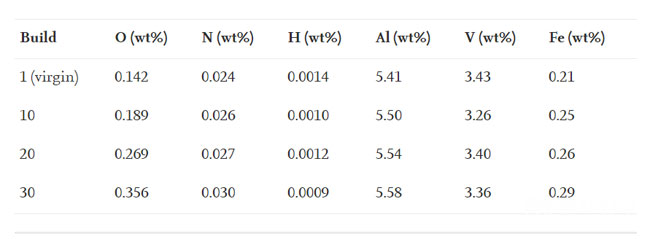
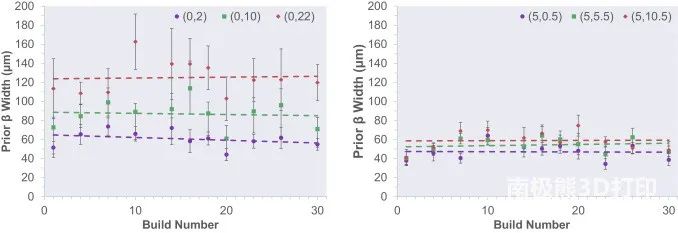
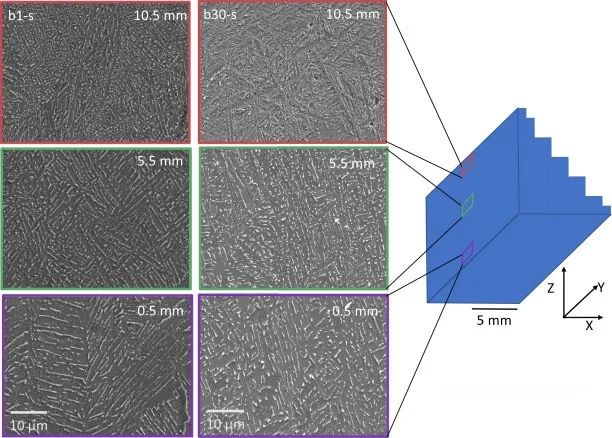
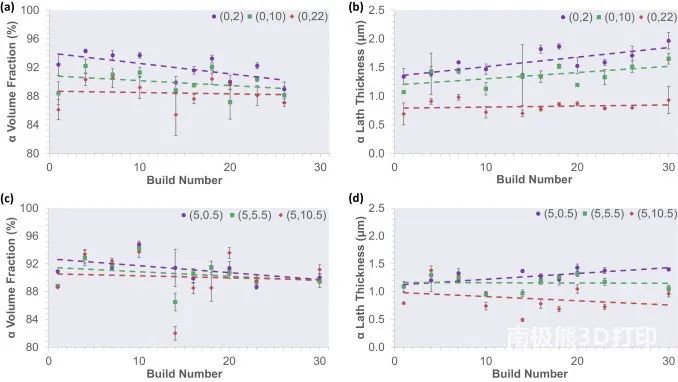
圖3.粉末特性 (a)b1的原始粉末的顯微照片。紅色箭頭突出顯示了原始粉末中存在的選定小顆粒。紅色圓圈突出顯示一些不規(guī)則顆粒。(b)粉末尺寸從b1擴展到b30。
從LSPA獲得的粒度分布的測量結果如圖4所示。這些結果以較高(D90)和較低十分之一(D10)百分位數(shù)以及中位數(shù)(D50)表示。盡管中值粒徑隨著粉末的重復使用而保持幾乎恒定,但D10的輕微降低和D90分布的更大幅度降低,從上下百分比分布的趨勢可以明顯看出。
圖4.粉末尺寸分布以及在30個構建中重復使用粉末的情況。根據(jù)LSPA確定繪制第10,第50和第90個百分位。
除了顆粒尺寸的變化外,表面紋理和整體形態(tài)也會隨著重復使用而變化。圖5中顯示了b1和b30之間的粉末比較。具體地說,圖5(a)至(e)分別顯示了來自b1,b7,b10,b20和b30的顆粒的代表性圖像。顯微分析表明,對于原始粉末,僅四個重復使用周期就發(fā)生了明顯變化。最值得注意的是小顆粒數(shù)量的減少(例如,圖5(a))以及形態(tài)變化。顆粒表面顯示出表面變形的跡象,包括凹痕(例如圖5(b)),凹痕的大小隨著重復使用次數(shù)的增加而演變(圖5(c)-(e))。除了變形的發(fā)展程度外,還有一些不規(guī)則的高縱橫比顆粒,隨著粉末再利用的增加,顆粒數(shù)量普遍增加。此類別的粒子示例如圖6所示,其中包括破裂的粒子(圖6(a)),熔合的粒子(圖6(b))和看上去是重鑄的粒子(圖6(c))。)。
圖5.重復使用過程中粉末尺寸和形態(tài)的變化。(a)在原始粉末(b1)中,顆粒表面相對光滑并且具有高球形度。有許多細小顆粒會聚結或粘附在較大顆粒的表面。(b)-(d)中b7,b10和b20中粉末的代表視圖分別顯示了顆粒表面損壞的進展和不存在細小顆粒的情況。在b30(e)中,顆粒是不規(guī)則的,具有一些主要變形和損壞。
圖6. b1,b14和b30粉末中的受損顆粒示例。分別顯示了(a)破裂,(b)團聚/熔融和(c)熔融/不規(guī)則顆粒的樣品。通常,在通過SEM評估的所有結構的粉末中都發(fā)現(xiàn)了這些類型的損壞顆粒。
2. 化學分析
關于化學成分的分析,圖7(a)給出了粉末中金屬元素的重量百分比分布,其是構建和回收過程的函數(shù)。從該圖中可以明顯看出,V的重量百分比變化微不足道,而在30個構建周期中Al的增加很小(0.03%)。Al和V的值適合于檢查組成的趨勢,但不一定用于獲得絕對組成。表1中列出了版本b1,b10,b20和b30的主要元素的平均度量。從表中可以明顯看出,F(xiàn)e從0.21wt%增加到0.29wt%。釔也包括在掃描中,但未出現(xiàn)在圖7(a)中,因為僅在少數(shù)生成物中發(fā)現(xiàn)了釔,wt%約為0.001或更小。該Y水平遠低于ASTM F2924 [34]所規(guī)定的0.005wt%的極限。
圖7.在整個使用過程中粉末的化學成分。(a)XRF的Al,V和Fe顯示出幾乎恒定的趨勢。Fe保持在0.30wt%極限以下。(b)來自IGF的O,N和H。濃度極限用虛線和與元素協(xié)調的顏色表示。N和H含量保持恒定,而O含量隨重復使用而增加,并超過b1的0.20 wt%限制。
表1. b1,b10,b20和b30的粉末中關鍵元素的濃度。
與XRF的局限性相反,IGF技術為絕對復合物提供了準確的定量數(shù)據(jù),如圖7(b)所示。O和N間隙地溶解到Ti晶格中,并在達到足夠的重量百分比時形成氧化物和氮化物,這會影響機械性能的各個方面。除了這些元素的實驗方法外,還顯示了根據(jù)ASTM F2924 [34]給出的Ti6Al4V的濃度極限。在所有構件中,N的測量濃度在0.014 wt%處保持相對恒定,這遠低于0.05 wt%的極限。類似地,H的濃度幾乎保持恒定,而粉末的再利用率約為0.0012 wt%,遠低于0.015 wt%的限值。與其他污染物相比,O含量的重量百分比呈線性增加,如圖7(b)所示。b11的濃度超過0.20 wt%,這是ASTM F2924 [34]定義的極限。每增加約0.007 wt%,b30中的O含量平均達到0.36 wt%,這是該等級鈦合金中允許的O極限的1.75倍。
3. 微觀結構
顯微組織分析的第一階段處理了先前的β晶粒寬度,其結果如圖8所示。對于圖8(a)的金字塔幾何形狀,先前的β晶粒寬度隨著沿中心軸的高度增加而顯著增加。基地到標本的頂部。如圖中所示,無論構建數(shù)量如何,都可以觀察到這種趨勢。先前的β晶粒寬度不會隨著構建數(shù)的增加和粉末用量的增加而明顯增加。對于樓梯幾何形狀(圖8(b)),與金字塔的先前β尺寸相比,先前的β寬度尺寸顯示出更緊密的尺寸分布,且高度和總體寬度較小。對于所有建筑,樓梯的前β寬度在近似相等的高度(10.5對10毫米)處比金字塔小47%,而平均寬度低30%。
圖8.金字塔(a)和階梯(b)的先前β晶粒尺寸。
從SEM圖像獲得α板條厚度的測量結果,金字塔和階梯的b1和b30的微觀結構的代表性圖像示于圖1和2中。分別為9和10。從這些圖中可以明顯看出,兩種構建幾何形狀的微觀結構都隨著構建高度而發(fā)生明顯變化。這些變化是根據(jù)α體積分數(shù)和α板條厚度以及構建編號的函數(shù)進行量化的(圖11)。具體地,分別在圖11(a)和11(b)中示出金字塔的α體積分數(shù)和α-板條厚度,在圖11(c)和(d)中分別示出樓梯的α體積分數(shù)和α-板條厚度。通常,α特性表現(xiàn)出對構建高度的依賴性。在金字塔中,除了b20以外,所有構建編號的α體積分數(shù)均隨構建高度的增加而減小(圖11(a))。α-板條的厚度也隨著距模板的距離的增加而減小,并且隨著粉末的再利用程度的提高而展現(xiàn)出這種空間特征的擴大(圖11(b))。對于樓梯,α相的體積分數(shù)似乎在空間上的依賴性較小(圖11(c)),并且隨著重復使用沒有明顯的趨勢。圖11(d)顯示了樓梯樣本自由表面的α板條厚度測量值與位置和建造數(shù)量的關系。粉末再利用的分布似乎在擴大,這與金字塔相似。在比較兩種幾何形狀的響應時,金字塔和階梯之間的微觀結構的主要區(qū)別是金字塔中的α體積和板條厚度的分布范圍更廣,并且隨著粉末的重復使用,α板條厚度也隨之增加。不論在成型零件中的位置如何(表2),隨著粉末的再利用,α板條厚度只有一個趨勢。
圖9.金字塔形試樣從底部到頂部的距零件底部2、10和22mm的微觀結構。在每個高度上,從b1(左)和b30(右)顯示了顯微照片。請注意,從金字塔的底部到頂部,籃狀圖案趨于緊密。
圖10.樓梯樣品從底部到頂部的微結構,距零件底部0.5、5.5和10.5mm。在每個高度上,從b1(左)和b30(右)顯示了顯微照片。請注意,從樓梯的底部到頂部,籃筐的織造趨于緊密。
圖11.α含量的微觀結構參數(shù)。(a)金字塔樣品的α體積分數(shù)百分比。(b)金字塔樣本的α板條厚度(以微米為單位)。(c)和(d)分別與(a)和(b)相同,但對于階梯試樣。
表2.金字塔和樓梯零件的關鍵微結構特征。值是給定零件中所有高度的平均值。
最終結論
基于對5級Ti6Al4V的EBM AM中的粉末重復使用的實驗研究,該例程涉及30個連續(xù)構建,得出以下結論:
(1)粒度分布從原始條件(b1)的雙峰分布演變?yōu)榉勰┰倮玫母咚狗植肌4送猓6鹊姆秶S著粉末再利用程度的提高而減小,這是由于衛(wèi)星和小顆粒數(shù)量的減少(10D10)以及最大顆粒平均直徑的減小所致。
(2)在30個構件中,主要合金元素(Al和V)和金屬污染物(Fe和Y)的濃度遠低于ASTM F2924定義的5級Ti6Al4V的限值。此外,H和N的濃度仍遠低于其各自的極限。
(3)隨著粉末的重復使用,O污染呈線性增加,并且在30個構建周期內增加了一倍以上。通過b11,O的濃度超過了0.2wt%的極限。
(4)隨著重復使用,粉末最顯著的變化之一是顆粒表面變形增加和物理損壞。顆粒的形狀隨著重復使用周期的變化而變化,從球形幾何形狀逐漸變形為表面凹痕和不規(guī)則形狀。粉末降解的這一方面似乎是由回收和零件提取過程的機械方面引起的。另外,隨著粉末的再利用,斷裂的顆粒,部分熔融的顆粒和重鑄的顆粒增加。
(5)金字塔中心軸的α板條厚度隨成型高度的增加而減小,隨粉末再利用而略有增加。這表明冷卻速度隨構建高度的增加而增加。相反,中心軸先前的β晶粒寬度隨成型高度而增加,但隨著粉末再利用而沒有增加。這意味著超過β轉變點的時間隨構建高度的增加而增加,但是粉末再利用不會影響超過β轉變點的時間。
(6)樓梯自由表面的α板條厚度不依賴于構建高度或粉末再利用。這意味著冷卻速度在整個構建高度中保持恒定,而回收的構建在自由表面處保持不變。先前的β晶粒寬度隨構建高度而增加,但遠低于金字塔中的寬度,這表明不管高度如何,自由表面條件都會經(jīng)歷相似的熱歷史。
該研究的更多細節(jié)可以在題為“ Electron beam additive manufacturing of Ti6Al4V: Evolution of powder morphology and part microstructure with powder reuse”中找到。它由S. Ghods,E。Schultz,C。Wisdoma,R。Schur,R。Pahuja,A。Montelione,D。Arola和M. Ramulu合著。
點贊 0
舉報
收藏 0
評論 1
分享 106

- 打破技術壁壘!順義企業(yè)讓鈦合金粉末實現(xiàn)量產(chǎn)
6072025-05-06
金屬注射成型技術革新:鈦合金粉末制造的新紀元
在全球科技浪潮的推動下,金屬材料領域迎來了一項突破性進展——基于金屬注射成型技術(MIM)的超高強度鈦合金制造方案,正以顛覆性創(chuàng)
2025-04-21 375

- 完成近億元融資,尚材三維沖刺萬噸級鈦合金粉末產(chǎn)能
5192024-12-26
3D打印TC4鈦合金粉末制備方法及組織性能研究
●產(chǎn)品名稱:TC4鈦合金粉末 ●牌號: -TC4(國標) -TiAl6v4(ISO) -Grade F5(ASTM美國) -BT6(TOCT俄羅斯) -TA
2024-10-31 975
TC4鈦合金粉末為什么是3D打印的理想材料
TC4鈦合金粉末是一種高性能的金屬材料,主要由鈦(Ti)作為基礎元素,含有6%左右的穩(wěn)定α相元素鋁(Al)和4%左右的穩(wěn)定β相元素釩(V)
2024-04-28 699
- AM CHINA 2024 | 中航邁特鈦合金粉末材料產(chǎn)品實力出圈
5602024-03-08
鈦合金粉末冶金加工工藝MIM和3D打印
鈦及其合金因具有密度低,比強度高,生物相容性和中高溫穩(wěn)定性好,以及良好的力學性能和優(yōu)異的耐腐蝕性,在航空航天、軍工及船舶等領域
2024-02-18 1125
“高品質適航級鈦合金粉末制備和3D打印技術開發(fā)及應用”項目啟動會在飛而康舉行
南極熊獲悉,2024年1月12日,由飛而康快速制造科技有限責任公司牽頭承擔的國家重點研發(fā)計劃“高品質適航級鈦合金粉末制備和3D打印技術
2024-01-24 937
- SLM金屬3D打印TC4鈦合金粉末特性及成形性能
39932022-05-30
澳洲建垂直一體化鈦合金粉末生產(chǎn)廠
澳大利亞金屬增材制造公司阿米爾羅國際公司(Amaero International)將在維多利亞州投資800萬美元建立全球最先的鈦合金粉末制造廠。
2021-08-03 466