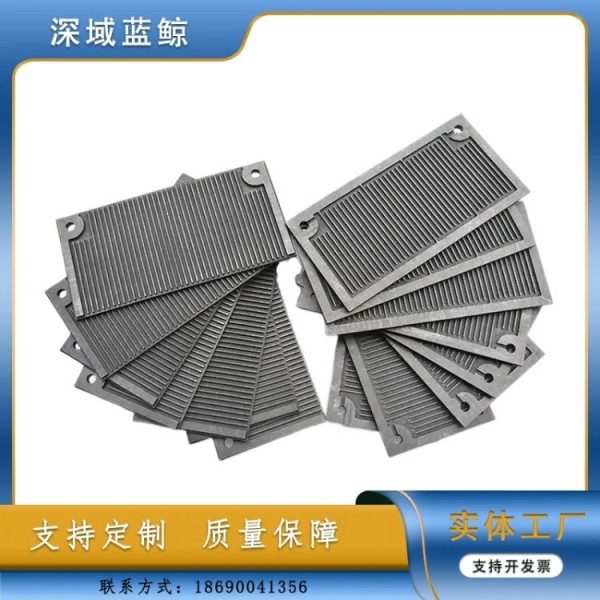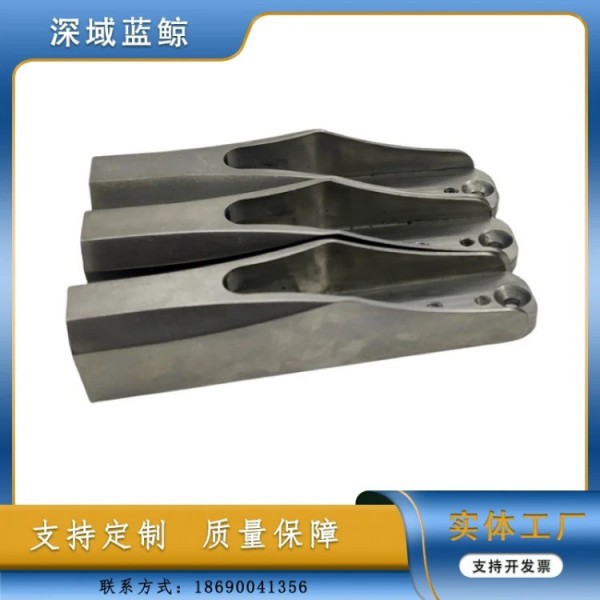

由精密零件加工而成的鈦合金零件主要用于制造飛機(jī)發(fā)動機(jī)的壓縮機(jī)零件,其次是火箭,導(dǎo)彈和高速飛機(jī)的結(jié)構(gòu)零件。鈦合金的密度通常約為4.51g/cm3,僅為鋼的60%。純鈦的密度接近普通鋼。一些高強(qiáng)度鈦合金的強(qiáng)度超過許多合金結(jié)構(gòu)鋼的強(qiáng)度。因此,鈦合金的比強(qiáng)度(強(qiáng)度/密度)比其他金屬結(jié)構(gòu)材料大得多,并且可以制造具有高單位強(qiáng)度,良好的剛性和輕質(zhì)的零件。飛機(jī)的發(fā)動機(jī)部件,骨架,蒙皮,緊固件和起落架均使用鈦合金。
如果要加工鈦合金,必須對它的加工機(jī)理和現(xiàn)象有透徹的了解。許多加工方認(rèn)為,由于對鈦合金的了解不足,因此鈦合金是極難加工的材料。今天,我將作為小型編輯來分析鈦合金的加工機(jī)理和現(xiàn)象。
首先要談的是鈦合金加工的物理現(xiàn)象。盡管鈦合金加工過程中的切削力僅略高于相同硬度的鋼,但是加工鈦合金的物理現(xiàn)象比加工鋼的物理現(xiàn)象復(fù)雜得多,這使得加工鈦合金的難度線性增加。
大多數(shù)鈦合金的導(dǎo)熱率非常低,僅為鋼的1/7和鋁的1/16。因此,鈦合金切割過程中產(chǎn)生的熱量不會迅速傳遞到工件上或被切屑帶走,而是會集中在切割區(qū)域。產(chǎn)生的溫度可能高達(dá)1000℃或更高,導(dǎo)致刀具的切削刃快速磨損,開裂并產(chǎn)生積屑瘤,磨損刀片迅速出現(xiàn),并在切削區(qū)域產(chǎn)生更多熱量,進(jìn)一步縮短了使用壽命。
精密零件加工切削過程中產(chǎn)生的高溫也破壞了鈦合金零件的表面完整性,從而導(dǎo)致零件的幾何精度下降和加工硬化現(xiàn)象,從而嚴(yán)重降低了它們的疲勞強(qiáng)度。
鈦合金的彈性可能有利于零件的性能,但是在切割過程中,工件的彈性變形是振動的重要原因。切削壓力使“彈性”工件離開刀具并回彈,因此刀具與工件之間的摩擦力大于切削作用。摩擦過程還會產(chǎn)生熱量,這加劇了鈦合金導(dǎo)熱性差的問題。
(精密零件加工-鈦合金零件)
當(dāng)加工容易變形的薄壁或環(huán)形零件時,這個問題變得更加嚴(yán)重。將薄壁鈦合金零件加工到預(yù)期的尺寸精度并非易事。因?yàn)楫?dāng)用工具將工件材料推開時,薄壁的局部變形已經(jīng)超出了彈性范圍,并且發(fā)生了塑性變形,并且材料強(qiáng)度和切割點(diǎn)的硬度顯著提高。此時,根據(jù)最初確定的切削速度進(jìn)行的加工太高,這進(jìn)一步導(dǎo)致刀具急劇磨損。可以說,“熱”是使鈦合金加工困難的“根本病”。
亞美精密的技術(shù)人員已經(jīng)精心匯編了加工鈦合金的技術(shù)訣竅,以鼓勵整個行業(yè)。加工鈦合金的主要技術(shù)知識如下:
(1)使用正角幾何刀片來減少切削力,切削熱和工件變形。
(2)保持恒定進(jìn)給,以避免工件硬化。在切割過程中,刀具必須始終處于進(jìn)給狀態(tài)。銑削過程中的徑向刀具嚙合ae應(yīng)為半徑的30%。
(3)使用高壓大流量切削液以確保加工過程的熱穩(wěn)定性,并防止由于溫度過高而導(dǎo)致表面退化和工具損壞。
(4)保持刀片的切削刃鋒利。鈍的刀具是熱量積聚和磨損的原因,很容易導(dǎo)致刀具故障。
(5)盡可能在最軟的鈦合金狀態(tài)下加工,因?yàn)椴牧显谟不笞兊酶y加工,因此熱處理會增加材料的強(qiáng)度并增加葉片的磨損。
(6)使用大的圓弧半徑或倒角切入,并將盡可能多的切削刃放入切削中。這樣可以減少每個位置的切削力和熱量,并防止局部損壞。在銑削鈦合金時,在切削參數(shù)中,切削速度對刀具壽命vc的影響最大,其次是徑向刀具嚙合(銑削深度)ae。