
在鈦合金相機(jī)支架的加工中,采用三軸機(jī)床配合轉(zhuǎn)臺(tái),通過控制零件的裝夾變形,增加輔助找正基準(zhǔn),合理選用刀具,合理控制加工中的變形,一次裝夾完成所有孔的加工,實(shí)現(xiàn)了薄壁鈦合金零件高精度同軸孔的高效、低成本和高質(zhì)量加工。
1、序 言
相機(jī)支架是衛(wèi)星相機(jī)拍攝部分中一個(gè)非常重要的零件,主要用于精密安裝衛(wèi)星相機(jī)的鏡頭及使相機(jī)做360°旋轉(zhuǎn)。受使用條件和環(huán)境的制約,要求零件在滿足要求的情況下,結(jié)構(gòu)輕量化,具有高的強(qiáng)度。零件材料為鈦合金,具有強(qiáng)度高、耐蝕性好、耐熱性高以及相對(duì)質(zhì)量較輕的特點(diǎn)。零件為薄壁結(jié)構(gòu)件,在裝夾、加工過程中容易產(chǎn)生變形,嚴(yán)重影響零件精度。
2、零件結(jié)構(gòu)特點(diǎn)及技術(shù)參數(shù)
圖1為U形相機(jī)支架。零件外形尺寸為516mm×407mm×227mm,壁厚為4mm,整體為U形結(jié)構(gòu)且大部分為空腔。三個(gè)孔的加工精度分別為圖片
要求兩個(gè)φ100mm內(nèi)孔垂直度為0.02mm。
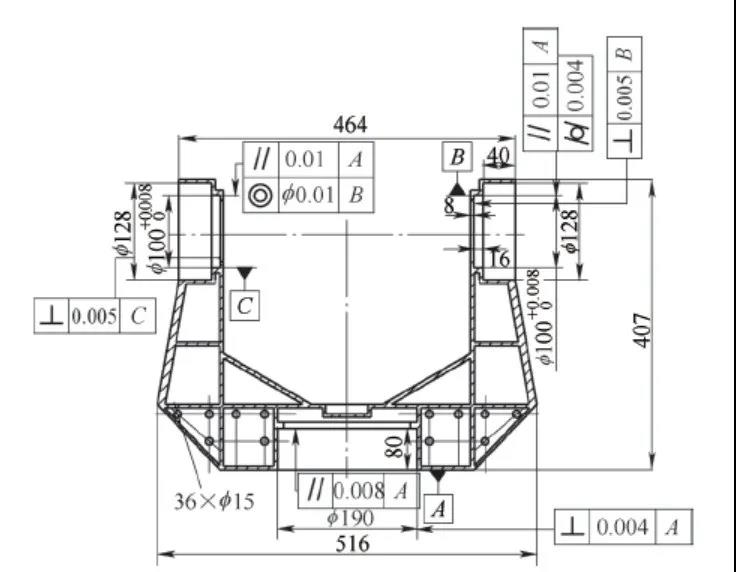
a)結(jié)構(gòu)尺寸
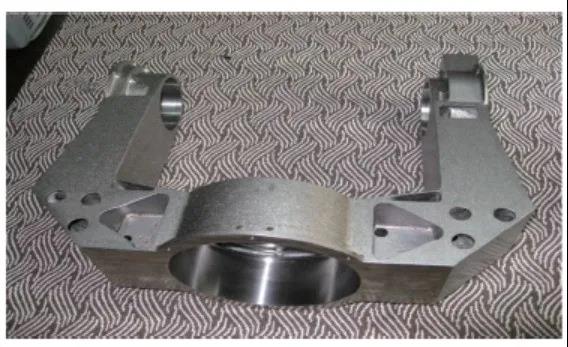
b)實(shí)物
圖1 U形相機(jī)支架
3、材料性能及切削性能分析
鈦合金的切削加工性能較差,主要是由于其導(dǎo)熱性差,致使切削溫度很高,因而降低了刀具壽命。鈦合金切削時(shí)變形系數(shù)小,使得切屑在前刀面上滑動(dòng)摩擦路程增大,加速刀具磨損。鈦合金的彈性模量小,加工時(shí)在徑向力的作用下容易產(chǎn)生彎曲變形而引起振動(dòng),加大刀具的磨損并影響零件精度。由于鈦合金對(duì)刀具材料的化學(xué)親和性強(qiáng),在切削溫度高和單位面積上切削力大的條件下,刀具容易產(chǎn)生黏結(jié)、磨損。
4、工藝流程設(shè)計(jì)
加工過程分為粗加工和精加工兩個(gè)階段。為了消除加工硬化和材料內(nèi)部應(yīng)力,中間安排兩次熱處理,減少零件變形對(duì)加工精度的影響。工藝流程:粗銑加工外形→去應(yīng)力退火→精銑加工外形、內(nèi)腔→人工時(shí)效加冷熱循環(huán)→鏜加工所有內(nèi)孔。
5、加工難點(diǎn)分析
經(jīng)分析,鈦合金相機(jī)支架的加工難點(diǎn)如下。
1)零件外形尺寸較大,不易切削加工。
2)相機(jī)支架為典型薄壁類零件,在裝夾和加工過程中易發(fā)生變形。
3)兩同軸孔跨度達(dá)到516mm,同軸度要求0.01mm,圖片內(nèi)孔精度較高,不易保證精度要求。
4)最大的圖片內(nèi)孔公差等級(jí)達(dá)到IT4級(jí),深度80mm,且與φ100mm內(nèi)孔軸線垂直度為0.02mm,尺寸精度不易保證。
6、采取的措施
針對(duì)加工難點(diǎn)采取如下措施。
1)為滿足加工精度要求,結(jié)合結(jié)構(gòu)特點(diǎn),選用T4163坐標(biāo)鏜床進(jìn)行加工,同時(shí)利用轉(zhuǎn)臺(tái)在一次裝夾過程中完成所有孔的加工,減少因多次裝夾產(chǎn)生的誤差。U形相機(jī)支架裝夾方式如圖2所示。
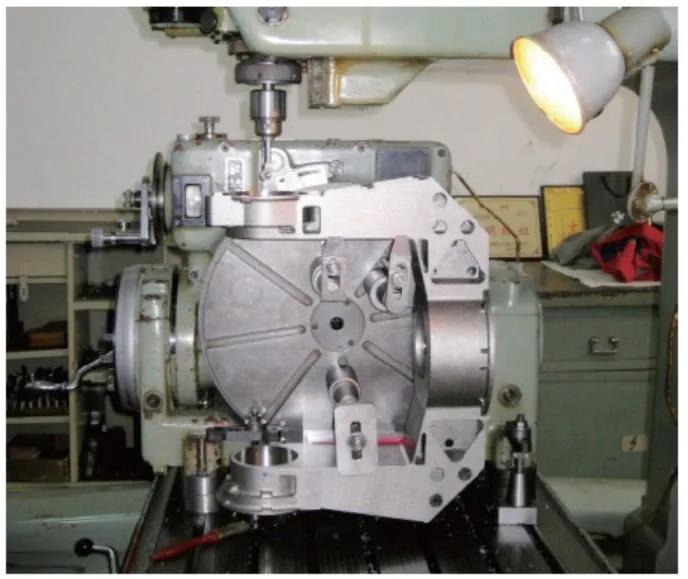
圖2 U形相機(jī)支架裝夾方式
2)內(nèi)孔尺寸精度的保證措施。在控制內(nèi)孔尺寸精度時(shí),為保證零件的圓度和尺寸穩(wěn)定性,選用動(dòng)平衡鏜頭和金剛石刀片進(jìn)行加工,兩基準(zhǔn)面采用在鏜床上單刃小切削深度0.05mm形式精加工完成,最大程度保證了基準(zhǔn)面的平面度,經(jīng)檢測平面度為0.005mm,基本達(dá)到機(jī)床精度的上限。利用機(jī)床轉(zhuǎn)臺(tái)的翻轉(zhuǎn)精度,外加輔助找正方法,保證了圖片內(nèi)孔與基準(zhǔn)面的垂直度0.02mm。同時(shí),在精鏜內(nèi)孔時(shí),所有內(nèi)孔留0.4mm余量,采用多次等余量去除加工余量的方法,觀察尺寸變化量,調(diào)整去除量來保證孔徑精度和內(nèi)孔表面粗糙度要求。
3)控制零件內(nèi)應(yīng)力變形、裝夾變形和加工變形,主要措施有:①控制內(nèi)應(yīng)力變形。零件分粗、精加工去應(yīng)力退火、人工時(shí)效和高低溫冷熱循環(huán),盡量減少內(nèi)應(yīng)力的產(chǎn)生。②控制裝夾變形。U形相機(jī)支架裝夾變形實(shí)時(shí)監(jiān)測措施如圖3所示。控制夾緊力的大小,采用百分表多點(diǎn)打表,用三點(diǎn)小力矩壓緊的方法將百分表與壓緊點(diǎn)一一對(duì)應(yīng),采用多次循環(huán)逐步壓緊的方法,保證在自由狀態(tài)下,每個(gè)裝夾點(diǎn)百分表x軸、y軸數(shù)值保持不變,盡量減小裝夾變形,同時(shí)保證受力均勻、裝夾可靠。③采用以冷卻為主的水溶性乳化液進(jìn)行降溫,同時(shí)控制室內(nèi)溫度,保證室溫(20±2)℃,從而控制加工熱變形;通過選擇合理的刀具材料、角度以及切削參數(shù),盡量減小加工中的切削力,從而減小加工中產(chǎn)生的變形。

圖3 U形相機(jī)支架裝夾變形實(shí)時(shí)監(jiān)測措施
4)保證同軸度要求。在轉(zhuǎn)臺(tái)臺(tái)面上固定一個(gè)基準(zhǔn)塊,相當(dāng)于增加了一個(gè)輔助找正基準(zhǔn)。加工好一個(gè)圖片內(nèi)孔后,旋轉(zhuǎn)180°加工另一個(gè)圖片內(nèi)孔,旋轉(zhuǎn)角度都以基準(zhǔn)塊用千分表找正,最大限度地消除轉(zhuǎn)臺(tái)在翻轉(zhuǎn)和旋轉(zhuǎn)時(shí)的角度誤差,再用加長桿配以千分表找正已經(jīng)加工好的圖片內(nèi)孔,確保零件的同軸度要求。
5)控制加工中的刀具振動(dòng)。①控制強(qiáng)迫振動(dòng)措施:遠(yuǎn)離振動(dòng)源,避免與其他機(jī)床產(chǎn)生振動(dòng)以及機(jī)床之間形成共振現(xiàn)象。②控制自激振動(dòng)措施:就是要解決加工過程中工件剛性、刀具剛性及切削力的匹配程度。為保證零件最終的幾何精度,確保將裝夾變形對(duì)零件的影響降到最低,在不提高工件剛性的前提下,應(yīng)選擇相匹配的切削刀具、切削參數(shù)和刀具角度,即減小切削深度、降低切削速度、選擇合理的進(jìn)給量以及增加刀具的剛性。
7、產(chǎn)品質(zhì)量檢測
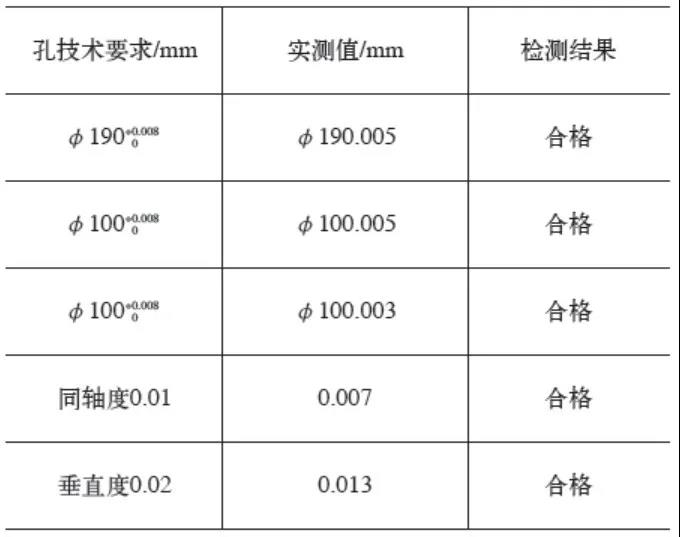
U形相機(jī)支架加工完成后,采用三坐標(biāo)測量儀對(duì)主要技術(shù)指標(biāo)進(jìn)行檢測,結(jié)果全部符合圖樣要求。三坐標(biāo)測量儀關(guān)鍵數(shù)據(jù)檢測結(jié)果見表1。
表1 三坐標(biāo)測量儀關(guān)鍵數(shù)據(jù)檢測結(jié)果
8、結(jié)束語
通過對(duì)鈦合金相機(jī)支架的加工,在U形件大跨度同軸孔的加工以及防止薄壁零件變形方面積累了一定的經(jīng)驗(yàn),對(duì)于今后加工此類大型鈦合金零件具有一定的借鑒意義。


