增材制造技術(shù)的快速發(fā)展,為鈦合金的生產(chǎn)制造提供了新的方法,激光/電子束、熔焊和固態(tài)焊三種增材制造方法在鈦合金生產(chǎn)中得到了國內(nèi)學(xué)者的廣泛研究。研究表明,鈦合金采用增材技術(shù)可得到高質(zhì)量零件,但不同增材技術(shù)具有不同技術(shù)特征,實際應(yīng)用及未來發(fā)展中需要根據(jù)實際需求采用不同的增材方法。
1、序言
鈦及鈦合金因具有密度小、耐高溫、耐腐蝕等優(yōu)異的物理性能及化學(xué)性能,在各工業(yè)領(lǐng)域都具有廣闊的應(yīng)用前景,包括船舶制造、航天航空、汽車制造等,同時它也是國防工業(yè)的重要材料之一。鈦合金的應(yīng)用對工業(yè)發(fā)展起到巨大的推動作用,優(yōu)于傳統(tǒng)材料的性能使其產(chǎn)品質(zhì)量有了很大提升,滿足了工業(yè)發(fā)展對新材料、新工藝的發(fā)展要求,加速了現(xiàn)代工業(yè)的發(fā)展。隨著鈦生產(chǎn)力的不斷改善,鈦合金已經(jīng)成為工業(yè)生產(chǎn)中的第三金屬。
增材制造(Additive Manufacturing,AM)又稱“3D打印”,是一種可以實現(xiàn)構(gòu)件的無模成形的數(shù)字化制造技術(shù),具有設(shè)計和制造一體化、加工精度高、周期短,產(chǎn)品物理化學(xué)性能優(yōu)異等特點。增材制造技術(shù)從20世紀(jì)70年代以來發(fā)展迅速,因其與傳統(tǒng)制造技術(shù)具有巨大差異,已然成為工業(yè)領(lǐng)域的研究熱點,在現(xiàn)代工業(yè)的多領(lǐng)域都得到了快速發(fā)展。
增材制造技術(shù)的迅速發(fā)展,理論上可以實現(xiàn)任何單一或多金屬復(fù)合結(jié)構(gòu),為復(fù)雜結(jié)構(gòu)件的制造提供了新方法。鈦合金的增材制造技術(shù),解決了精密結(jié)構(gòu)件的加工難題,進一步加大了鈦合金的應(yīng)用范圍。伴隨著工業(yè)社會的迅速發(fā)展,鈦合金增材制造技術(shù)日新月異,按照增材制造技術(shù)的熱源不同,可將鈦合金增材制造技術(shù)分為激光/電子束增材制造、熔焊增材制造和固態(tài)焊增材制造三種方式。國內(nèi)外的專家學(xué)者通過不同的增材制造技術(shù)手段,優(yōu)化工藝方法,穩(wěn)定增材制造過程,減少或避免增材制造結(jié)構(gòu)缺陷產(chǎn)生,使鈦合金增材制造技術(shù)朝著綠色、高效、穩(wěn)定的方向繼續(xù)發(fā)展。
2、激光/電子束增材制造
激光束和電子束作為高密度束源,能量密度高并可調(diào)控,被譽為21世紀(jì)最先進的制造技術(shù)。目前激光/電子束增材制造主要分為激光金屬沉積(Laser Mental Deposition,LMD)技術(shù)、激光選區(qū)熔化(Selective Laser Melting,SLM)技術(shù)、電子束熔絲沉積(Electron Beam Free Form Fabrication,EBF3)技術(shù)、電子束選區(qū)熔化(Electron BeamMelting,EBM)技術(shù),在鈦合金增材制造領(lǐng)域皆有廣泛研究。
2.1、激光金屬沉積(LMD)
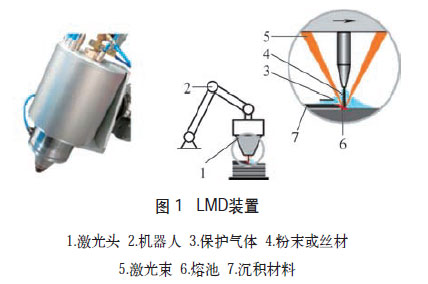
Mahamood等人采用LMD技術(shù)進行了Ti6Al4V/TiC 的功能梯度材料(Functionally gradedmaterials,F(xiàn)GM)研究,根據(jù)早期經(jīng)驗?zāi)P瓦M行工藝優(yōu)化,獲得優(yōu)化后的功能梯度材料,對其組織、顯微硬度、耐磨性進行表征。研究結(jié)果表明,采用優(yōu)化后工藝參數(shù)制造的功能梯度材料擁有更高的性能,硬度是基體硬度的4倍,高達(dá)1200HV。Silze等人利用新型半導(dǎo)體激光器采用LMD技術(shù)進行Ti6Al4V的增材制造試驗研究,LMD裝置是由6個200W半導(dǎo)體激光頭圓形環(huán)繞在進給槍上(見圖1),激光束直徑0.9mm,可以實現(xiàn)方向獨立的焊接工藝過程,顯微結(jié)構(gòu)無缺陷。研究結(jié)果表明,隨著層間停留時間的延長,冷卻時間增加,晶粒厚度降低,有助于提高材料的力學(xué)性能,采用LMD技術(shù)增材制造均能滿足鍛造Ti6Al4V所規(guī)定的最低屈服強度和抗拉強度要求。
Heigel等人采用原位溫度、應(yīng)力實時測量與熱機模型結(jié)合有限元熱-應(yīng)力順序耦合模型的方式,研究了Ti6Al4V激光沉積增材制造過程中的熱、力演化過程,結(jié)果發(fā)現(xiàn)殘余應(yīng)力最大力出現(xiàn)在增材層的中心下方,向兩側(cè)方向應(yīng)力減小,隨著停留時間增加,層間溫度差變大,殘余應(yīng)力增大。左士剛利用TA15鈦合金球形粉末采用激光沉積技術(shù)進行了TC17鈦合金增材修復(fù)制造過程研究,研究了修復(fù)件組織特性與力學(xué)性能影響規(guī)律。結(jié)果表明,采用激光沉積技術(shù)增材修復(fù)后的TA15/TC17修復(fù)件無焊接缺陷,修復(fù)件抗拉強度為1029MPa,采用退火處理后,力學(xué)性能明顯增強,抗拉強度基本可達(dá)TC17鍛件標(biāo)準(zhǔn),伸長率優(yōu)于標(biāo)準(zhǔn)。
綜上所述,對于鈦合金的LMD技術(shù)增材制造相對較為穩(wěn)定,增材件力學(xué)性能基本滿足鍛件最低標(biāo)準(zhǔn),對于某些特定需求鈦合金則要進行增材制造后熱處理的方式達(dá)到使用要求。
2.2、激光選區(qū)熔化(SLM)
唐思熠等人采用SLM技術(shù)制備Ti6Al4V鈦合金試樣(見圖2),并對微觀組織、力學(xué)性能和致密化行為進行了分析研究。結(jié)果發(fā)現(xiàn),激光功率從360W增加到400W時,致密度提高明顯;在400W后繼續(xù)增加功率,致密度受激光掃描速度的影響較大,最優(yōu)工藝參數(shù)下的試樣質(zhì)量遠(yuǎn)高于鍛件標(biāo)準(zhǔn)。
Polozov等人采用SLM技術(shù)進行增材制造Ti-5Al、Ti-6Al-7Nb和Ti-22Al-25Nb塊狀合金,對Ti-Al-Nb系統(tǒng)進行退火處理,對試樣進行系統(tǒng)表征研究。結(jié)果發(fā)現(xiàn),Ti-5Al可以采用SLM增材制造成鈦合金,Ti-6Al-7Nb和Ti-22Al-25Nb則需要在1350℃下熱處理才能完全溶解Nb顆粒,但是此時樣品氧含量較高,力學(xué)性能降低。
Fan等人研究了SLM技術(shù)增材制造Ti-6Al-2Sn-4Zr-2Mo(Ti-6242)鈦合金在標(biāo)準(zhǔn)時效(595℃/8h)下的顯微組織穩(wěn)定性。研究結(jié)果發(fā)現(xiàn),隨著激光掃描速度的提高,相對密度增加到99.5%后急劇下降到大約95.7%,時效老化處理的Ti-6242相對剛制成的Ti-6242抗拉強度從1437MPa提升至1510MPa,延展性從5%降低到1.4%,同時硬度也從410HV增加到450HV,β相顆粒的沉淀硬化作用是產(chǎn)生這種變化的重要原因。
Ren等人采用SLM技術(shù)增材制造進行了Ti-Ni形狀記憶合金組織性能的研究工作,制備等原子Ti50Ni50(質(zhì)量分?jǐn)?shù))樣品,結(jié)果發(fā)現(xiàn),在激光功率為40J/mm3,掃描速度為1000mm/s下可制造幾乎完全致密試樣,不同掃描速度對相組成、相變溫度和維氏硬度的影響作用有限,與傳統(tǒng)鑄件相比,SLM技術(shù)增材制造件擁有較高的真空壓縮和斷裂強度。
綜上所述,對于Ti6Al4V的SLM技術(shù)增材制造相對較容易實現(xiàn),對于鈦與其他元素合金的SLM技術(shù)增材制造還需要做進一步地研究,需要進行預(yù)熱或者其他熱處理手段和進行氧含量的控制手段來增強其他鈦合金SLM技術(shù)增材制造的力學(xué)性能,獲得高質(zhì)量的研究試樣。
2.3、電子束熔絲沉積(EBF3)
靳文穎研究了TC4鈦合金的電子束熔絲沉積增材修復(fù)技術(shù),進行了普通TC4焊絲和自制TC4EH焊絲的增材修復(fù)性能對比。研究發(fā)現(xiàn),采用自制TC4EH焊絲的抗拉強度(905.23MPa)明顯高于TC4普通焊絲(809.04MPa),硬度和沖擊韌度同樣較高,伸長率可達(dá)原材料的90%以上,具有優(yōu)良的力學(xué)性能。
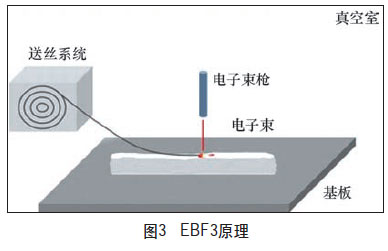
Chen等人進行了電子束熔絲沉積Ti6Al4V變形控制研究(見圖3),電子束以100~150mA之間的掃描電流和低于100mm/s的速度工作,則可以形成薄壁件,掃描形式對殘余應(yīng)力分布影響不大,單向掃描變形更大,收縮變形在往返掃描情況下較為明顯,并且與電流變化成正比關(guān)系,同時,發(fā)現(xiàn)基板底部恒定溫度約束下,變形得到改善。
Yan等人研究了電子束熔絲沉積Ti6Al4V加強筋的殘余應(yīng)力與變形,研究發(fā)現(xiàn),兩個加強筋都對板產(chǎn)生不利的變形,縱向軌道比橫向軌道引起板更大的變形,加強筋的沉積軌跡對變形有很大影響,最大位移發(fā)生在與縱向軌道相關(guān)的加強筋的內(nèi)底邊緣,高殘余應(yīng)力區(qū)域主要集中在加強筋的根部。
綜上所述,對于鈦合金的電子束熔絲沉積增材制造的研究相對較少,主要偏向借助有限元分析軟件的變形控制等領(lǐng)域。分析認(rèn)為,電子束熔絲沉積增材制造可以克服傳統(tǒng)的鈦合金加工方式的弊端,借助有限元分析軟件更為實際應(yīng)用過程中提供了基礎(chǔ)理論的指導(dǎo)。
2.4 、電子束選區(qū)熔化(EBM)
Murr等人采用EBM增材制造的方法制備多孔泡沫Ti6Al4V,研究了剛度與密度之間的關(guān)系。結(jié)果發(fā)現(xiàn)泡沫具有實心孔和中空孔結(jié)構(gòu),與實心、緊密的EBM制造件相比,中空孔結(jié)構(gòu)的強度與硬度成正比,強度高出40%,并且剛度與孔隙率成反比,采用EBM增材制造的泡沫材料在生物醫(yī)學(xué)、航空航天等領(lǐng)域的應(yīng)用具有巨大潛力。
許飛等人采用電子束選區(qū)熔化技術(shù)對制備的TC4鈦合金開展了大功率高速光纖激光焊接試驗研究。結(jié)果表明,受EBM技術(shù)增材制造TC4的晶粒尺寸差異的影響,激光焊接試驗熔合區(qū)靠近上下表面的β柱狀晶組織相對細(xì)小。焊縫區(qū)顯微硬度高于增材區(qū)硬度,且頂部硬度較高。
Seifi等人研究利用EBM增材制造Ti-48Al-2Cr-2Nb的組織性能研究,結(jié)果發(fā)現(xiàn),所沉積的材料強度和硬度值超過了常規(guī)鑄造Ti-Al所獲得的強度和硬度值,這與目前測試的增材材料中存在更精細(xì)的微觀結(jié)構(gòu)相一致。
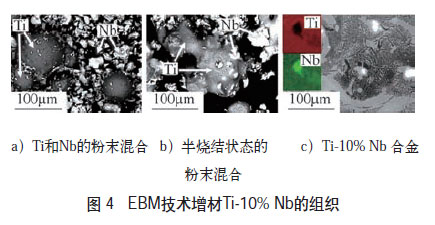
Surmeneva等人研究了采用EBM技術(shù)增材Ti–10%Nb(質(zhì)量分?jǐn)?shù),下同)的組織性能研究。結(jié)果發(fā)現(xiàn),通過EBM技術(shù)元素Nb和Ti的粉末混合物中原位生產(chǎn)Ti-10%Nb合金,最大的Nb顆粒保留在EBM制造的樣品中,并且Nb僅部分?jǐn)U散到Ti中,如圖4所示,應(yīng)該對EBM工藝的參數(shù)優(yōu)化進行更多的研究,以實現(xiàn)更均勻的合金顯微組織。
綜上所述,對于Ti6Al4V的EBM研究相對較為廣泛,發(fā)現(xiàn)對于Ti-Nb合金的EBM技術(shù)增材制造仍難很好地解決Nb顆粒的擴散問題,會導(dǎo)致顯微組織不均勻,因此對于Ti-xNb合金的增材制造還需要更多的工藝優(yōu)化試驗進行材料性能的提升。
3、熔焊增材制造
與其他增材制造方式相比,熔焊增材制造操作性更強,成本更低,但結(jié)構(gòu)可靠性相對較低。熔焊增材制造一般采用焊絲增材制造,但是由于基材和初始沉積層之間的熱梯度大,以及輻射和對流熱損失,會在制造的部件底部觀察到細(xì)晶粒結(jié)構(gòu)。由于較低的熱梯度,傳熱速率較低,這阻礙了在增材過程的中間層形成細(xì)晶粒結(jié)構(gòu),而只在制造部件的中間形成長的柱狀晶粒。
3.1、CMT電弧增材制造
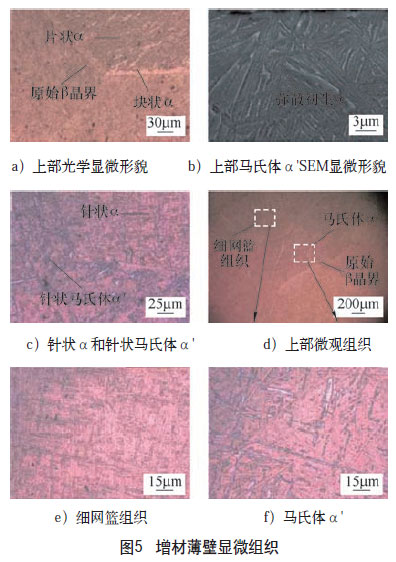
李雷等人采用CMT電弧增材TC4薄壁結(jié)構(gòu),研究其增材層組織性能。結(jié)果發(fā)現(xiàn),由于增材過程熱循環(huán)的反復(fù)作用,原始β柱狀晶晶界、水平層帶條紋、馬氏體組織和網(wǎng)籃組織等形態(tài)出現(xiàn)在增材層中,由于時效作用,對中下部區(qū)域產(chǎn)生強化作用,造成上部增材層顯微硬度略低于中下部顯微硬度(見圖5)。
陳偉進行了CMT電弧增材TC4的微觀組織及力學(xué)性能研究。結(jié)果發(fā)現(xiàn),在設(shè)定送絲速度為3.0m/min、焊接速度為0.48m/min的參數(shù)下,原始β晶粒剖面面積最小,CMT電弧增材制造TC4鈦合金在870℃,1h/固溶爐冷(FC)+600℃、2h/固溶空冷(AC)下熱處理,獲得的各區(qū)域微觀組織較均勻,固溶處理后的材料塑性較高。
3.2、等離子弧增材制造
Lin等人采用PAW增材制造Ti6Al4V,在微觀結(jié)構(gòu)和顯微硬度方面進行了研究。結(jié)果發(fā)現(xiàn),先前的β柱狀晶粒的外延生長受到脈沖擾動的抑制,這導(dǎo)致形成了具有接近等軸晶粒的柱狀晶粒,在沉積早期,由于熱循環(huán)不足,顯微硬度較低,在后續(xù)沉積中,硬度升高,在沉積層的頂部,不受連續(xù)熱循環(huán)的影響,導(dǎo)致第二相的體積減小,硬度值降低。
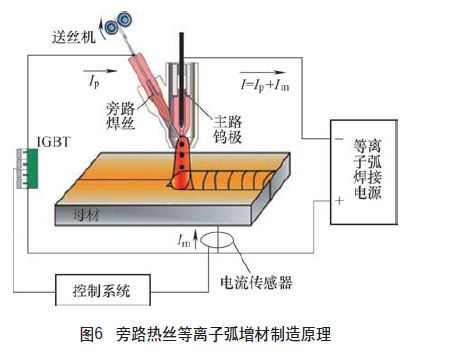
馬照偉進行了旁路熱絲等離子弧增材制造鈦合金的組織性能研究(見圖6)。結(jié)果發(fā)現(xiàn),鈦合金增材構(gòu)件的橫向抗拉強度為977MPa,強度與TC4母材的抗拉強度相當(dāng),斷裂位置在增材直壁結(jié)構(gòu)尾部區(qū)域,這是由于橫向焊縫為連續(xù)熔化-凝固而來,焊縫中的缺陷和雜質(zhì)較少,使得橫向焊縫具有良好強度性能的鈦合金增材構(gòu)件的豎向抗拉強度為
936MPa,斷裂位置在增材直壁結(jié)構(gòu)上部區(qū)域,性能較橫向焊縫稍差。靠近母材的熱影響區(qū)硬度相對較低,出現(xiàn)了小范圍的軟化區(qū),整體的豎向硬度差別并不明顯。
3.3、復(fù)合電弧增材制造
Pardal等人進行了激光和CMT復(fù)合焊接增材制造Ti6Al4V的結(jié)構(gòu)件穩(wěn)定性研究。結(jié)果發(fā)現(xiàn),激光可用于穩(wěn)定焊接過程,減少焊接飛濺,改善電弧漂移的情況,改善單層和多層沉積的焊縫形狀,并將Ti6Al4V增材制造的沉積速率從1.7kg/h提高到2.0kg/h。
綜上所述,對于熔焊增材制造鈦合金主要集中在TC4的研究中,多采用CMT、等離子等高效熔絲工藝方式,同時采用其他熱源輔助焊接的方式穩(wěn)定焊接過程,進行鈦合金的增材制造。分析認(rèn)為,對于熔焊鈦合金增材制造的發(fā)展方向應(yīng)開拓研究制備鈦合金功能性材料,便于多領(lǐng)域全方位的應(yīng)用推廣,復(fù)合熱源的增材方式或其他可控?zé)彷斎氲姆€(wěn)定
增材方式會成為熔焊增材的熱門研究方向。
4、固態(tài)焊增材制造
4.1 、攪拌摩擦增材制造(FSAM)
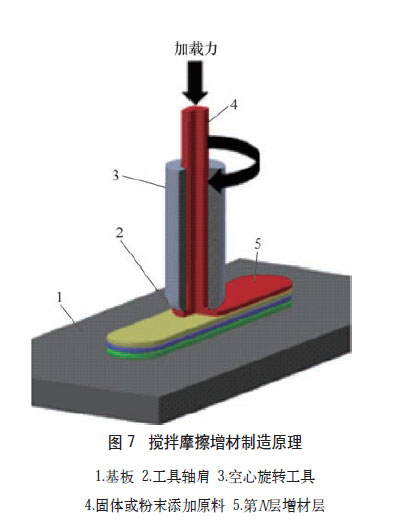
攪拌摩擦增材制造是一種從攪拌摩擦焊接技術(shù)發(fā)展而來的固相增材技術(shù),原理如圖7所示。增材效率高、成本低;在增材過程中沒有金屬的熔化和凝固,可以避免熔池帶來的冶金缺陷問題,同時攪拌摩擦過程中塑性變形還可以起到晶粒細(xì)化的作用,獲得低成本、高質(zhì)量增材產(chǎn)品。
張昭等人基于Abaqus生死單元法和移動熱源法建立兩種攪拌摩擦增材制造Ti6Al4V有限元模型,研究攪拌摩擦增材的溫度分布和晶粒生長情況。研究結(jié)果發(fā)現(xiàn),橫向增材峰值溫度大于縱向增材峰值溫度,在攪拌區(qū)冷卻及增材累積過程晶粒粗化,并且由β相轉(zhuǎn)變?yōu)棣料啵捎诓煌瑹嵫h(huán)次數(shù)的影響,低層攪拌區(qū)晶粒尺寸較大,高層攪拌區(qū)晶粒尺寸較小。
4.2、 超聲波增材制造(UAM)
超聲波增材制造(UAM)是一種新的快速成形工藝,用于在室溫或接近室溫的條件下制造金屬基復(fù)合材料。較低的加工溫度使復(fù)合材料能夠通過利用嵌入在基體中的高度預(yù)應(yīng)變的形狀記憶合金(SMA)纖維產(chǎn)生的回復(fù)應(yīng)力。
Hahnlen等人利用UAM技術(shù)制造NiTi-Al復(fù)合結(jié)構(gòu)界面強度研究,纖維-基體界面的強度是UAM復(fù)合材料的限制因素。結(jié)果發(fā)現(xiàn),平均界面剪切強度為7.28MPa,纖維與界面結(jié)合方式是機械鍵合,未發(fā)生化學(xué)鍵合或冶金鍵合方式。
為提高碳纖維增強材料(CFRP)的承重能力,使其能在航空航天和汽車工業(yè)上進一步推廣應(yīng)用,James等人進行了CFRP/Ti的超聲波增材制造中剪切破壞強度的研究,研究結(jié)果發(fā)現(xiàn),采用UAM技術(shù)可以實現(xiàn)CFRP/Ti的結(jié)構(gòu)制造,超聲波能量和表面粗糙度都對UAM制成結(jié)構(gòu)的剪切強度產(chǎn)生積極影響,在焊接前增加界面的表面粗糙度有助于增加最終焊縫的剪切破壞負(fù)荷。
綜上所述,關(guān)于超聲波增材制造鈦合金的研究較少,主要進行的是金屬基復(fù)合材料的研究,以增強復(fù)合材料的特定性能滿足實際生產(chǎn)應(yīng)用,分析認(rèn)為,在未來研究中,應(yīng)側(cè)重于提升復(fù)合材料的力學(xué)性能研究方向。
5、結(jié)束語
隨著現(xiàn)代工業(yè)的迅速發(fā)展,輕量化的設(shè)計成為結(jié)構(gòu)件的發(fā)展方向,對結(jié)構(gòu)件的性能和質(zhì)量要求變的越來越嚴(yán)格,鈦合金增材制造技術(shù)的迅速發(fā)展,可以進一步擴大鈦合金結(jié)構(gòu)件的應(yīng)用范圍,提高鈦合金增材件的性能,增強結(jié)構(gòu)穩(wěn)定性。綜合國內(nèi)外所研究的鈦合金增材制造技術(shù)和現(xiàn)代工業(yè)的發(fā)展方向,未來鈦合金增材制造技術(shù)注定將朝著綠色、經(jīng)濟、穩(wěn)定、快速的方向發(fā)展。
1)從綠色發(fā)展方向來看,攪拌摩擦增材制造起步階段較晚,還處于試驗研究階段,未來進行多金屬材料的復(fù)合結(jié)構(gòu)增材制造,實現(xiàn)特定結(jié)構(gòu)的特種性能,將是該技術(shù)的一個研究方向。
2)對于經(jīng)濟、穩(wěn)定的發(fā)展方向,則需要進行電弧增材的穩(wěn)定性過程探索,尤其是新型復(fù)合電弧增材制造的穩(wěn)定性研究。
3)對于快速性的發(fā)展方向,目前階段激光/電子束增材制造工藝相對較為成熟,應(yīng)繼續(xù)探究激光增材制造的經(jīng)濟適用性,從實際生產(chǎn)中的裝配精度到生產(chǎn)制造中的工藝優(yōu)化過程,進而降低生產(chǎn)成本,為鈦合金增材制造結(jié)構(gòu)件大面積的生產(chǎn)應(yīng)用打下基礎(chǔ)。