
隨著航空航天領域發(fā)動機產(chǎn)品的更新?lián)Q代,鈦合金的使用比重越來越大:鈦合金憑借優(yōu)異的綜合力學性能、密度小、抗腐蝕性強等特點,成為飛機發(fā)動機理想的制造材料。在航空發(fā)動機燃油控制系統(tǒng)中,鈦合金已逐步取代耐熱鋼、不銹鋼等材料,成為各類連接件、緊固件等部件的首選材料。但同時,鈦合金的硬度高、耐磨性高等特點也給加工帶來了極大的挑戰(zhàn),尤其是切削刀具,因鈦合金的切削性差而導致刀具磨損快等加工難題頻繁出現(xiàn),嚴重影響了加工精度和效率。因此,中航西控主要通過對鈦合金材料切削加工性能的分析,選用合理的加工刀具,確定較優(yōu)的切削參數(shù)和加工工藝,來找到適合在數(shù)控車床上對鈦合金軸類零件進行粗加工和精加工的有效途徑。
鈦合金加工給刀具帶來極大挑戰(zhàn)
鈦的各種屬性使之成為具有強大吸引力的零件材料,但其中許多屬性同時也影響著它的可加工性。工業(yè)中常用鈦合金為兩相鈦合金,即(α+β)鈦合金,在航空發(fā)動機燃油附件中常用TC4、TC6,其中TC4是這類合金的典型代表。鈦合金材料硬度高、切削性能差,且易產(chǎn)生加工硬化現(xiàn)象,給切削加工帶來了困難。針對鈦合金中TC4這類材料的零件,尤其是車削加工工藝,中航西控做了較為深入的研究,并取得了一些經(jīng)驗。
首先,鈦合金的彈性模數(shù)小,其中TC4的彈性模量E=110GPa,約為鋼的一半,而且導熱性低,因而由切削力所引起的被加工件彈性變形大,同時在加工過程中會產(chǎn)生較高和較集中的切削力。這樣就容易產(chǎn)生振動而導致切削時出現(xiàn)震顫,降低工件精度,因此要改善加工系統(tǒng)的剛性。
其次,鈦合金在切削加工中所產(chǎn)生的局部高溫,使鈦很容易吸收大氣中的氧和氮,從而形成又硬又脆的外皮。這就會造成工件加工表面的加工硬化現(xiàn)象,而且加工硬化速度快,使得刀具表面產(chǎn)生嚴重的劃痕,容易在切削過程中產(chǎn)生崩刃現(xiàn)象。
除此之外,鈦合金材料本身的物理和化學性能使其切削加工時與工件親和力大,切削加工時刀具與工件接觸時易產(chǎn)生黏刀現(xiàn)象,增大了刀具與工件間的摩擦,產(chǎn)生大量的切削熱。由此產(chǎn)生的大量切削熱無法及時通過切屑散發(fā)出去,大大降低了刀具的使用壽命。因此加工鈦合金的刀具必須具備高熱硬度。
鈦合金加工是一項系統(tǒng)工程
中航西控所制造的航空發(fā)動機燃油控制系統(tǒng)中,鈦合金零件以小型軸類零件為主,車削加工為其主要加工手段。
這里的鈦合金加工可以被看作是一項系統(tǒng)工程,需要從加工設備、切削刀具、切削參數(shù)、冷卻液等多個角度進行考慮。就加工設備而言,鈦合金加工需要機床加工性能好,冷卻充分,所以加工設備選擇加工精度較高的數(shù)控車床,加工時主軸震動極小加工穩(wěn)定性好。
用于鈦合金加工的刀具材料的硬度及耐磨性要好,具有極好的耐熱性、在高溫下能保持較高的強度及韌性,以及一定的抗沖擊性和抗破壞性。滿足以上要求的刀具有:陶瓷刀具、涂層硬質(zhì)合金刀具、立方氮化硼刀具(CBN)及類金剛石刀具(PCD)等。其中涂層硬質(zhì)合金刀具價格低廉,且具有良好的導熱性和較高的硬度,在紅硬性和韌性等方面也表現(xiàn)出色,雖然比陶瓷、立方氮化硼刀具(CBN)、類金剛石刀具的耐熱性和化學穩(wěn)定性要差一些,但比陶瓷和類金剛石刀具具有較高的抗沖擊性和抗破壞性。因此已成為加工鈦合金的首選刀具。
在車削參數(shù)方面,鈦合金加工也是需要更多考量的。如切削速度的設定,過高的切削速度會導致切削熱升高,刀具切削刃過熱、粘結(jié)現(xiàn)象嚴重,刀具磨損加重,會縮短刀具使用壽命;同時會導致鈦合金工件表層開裂或氧化,影響工件的力學性能,所以應在保證較大的刀具耐用度下,選擇適當較低的切削速度,降低加工成本并保證加工質(zhì)量。其次是切削深度的設定,因鈦合金工件加工前須進行預備熱處理,使得工件表面有一層氧化層,為提高刀具的耐用度應采用相對較大的切削深度,可以直接切入鈦合金機體未氧化的金屬層,提高刀具使用壽命。另外一個參數(shù)設定時需要考慮的是進給量,進給量的大小對產(chǎn)生切削溫度的大小影響不是很大,在保證加工效率的前提下,減小切削速度增大進給量是合理的切削方式。
為保證加工質(zhì)量及提高刀具的耐用度,還應考慮到冷卻液的使用,比如要充分對加工區(qū)域進行冷卻,冷卻液不僅可以有效降低切削溫度,還可以減少切削時對刀具的黏結(jié)現(xiàn)象,提高效率,延長刀具使用壽命。
硬質(zhì)合金涂層刀具改善加工
旋轉(zhuǎn)類零件如某螺塞零件,最大外圓直徑為φ33.8,材料為TC4,原材料選用φ30棒材。零件采用一次車削加工完成(如圖1)。為了保證零件加工精度,加工設備選用了進口數(shù)控車床,其主軸轉(zhuǎn)速最高6000轉(zhuǎn)/分,主軸跳動小于2μm,加工時主軸震動極小加工穩(wěn)定性好,冷卻液可由3個方向噴出,冷卻充分。
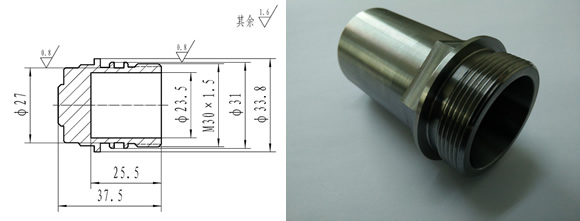
圖1 產(chǎn)品零件圖
進行外圓車削時,初期選用了某知名品牌硬質(zhì)合金涂層刀具,按照廠家推薦的切削參數(shù)進行加工。由于零件來料狀態(tài)為圓棒料,表面有熱處理氧化層,加工時刀具的邊界磨損嚴重,致使加工10~15件零件刀具就產(chǎn)生不同程度的磨損及崩刃現(xiàn)象(如圖2),無法滿足批量生產(chǎn)的加工需求。
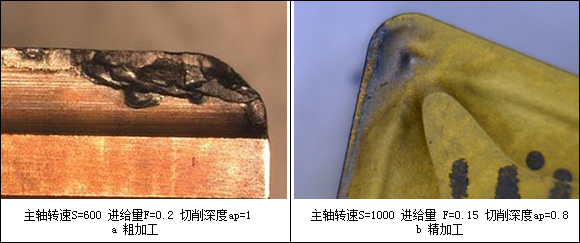
圖2 刀具的磨損形式
后期經(jīng)過反復試驗驗證,中航西控最終選用了瓦爾特公司同等價格下的硬質(zhì)合金涂層刀具:外圓粗加工選用WNMG080404-NM4 材質(zhì)WSM30;外圓精加工選用CCMT09T304-PF4材質(zhì)WSM30(如圖3),此刀片同時用于鏜孔加工。
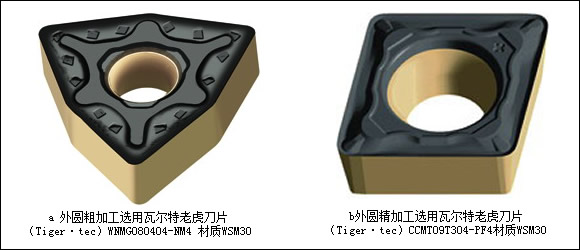
圖3 硬質(zhì)合金涂層粗、精加工刀具
WNMG080404-NM4材質(zhì)WSM30刀片是一款W形負型刀片,雙面6個有效切削刃,NM4是專為不銹鋼和難加工材料設計槽型,適合中等切削,在單邊余量0.5~4mm,進給0.16~0.25以內(nèi),都可以形成完美的切屑。WSM30材質(zhì)的抗沖擊性能非常強,刀片涂層則是采用了Al2O3物理涂層,既確保了刃口的鋒利性,又具有出色的紅硬性,有效延長了刀具壽命。
CCMT09T304-PF4材質(zhì)WSM30刀片是C形正型刀片,PF4是專為不銹鋼和難加工材料設計的精加工槽型,適合單邊余量在1.5mm以內(nèi)的精車加工。
由于TC4的加工特性及刀具材質(zhì)WSM30的特性,使切削時產(chǎn)生大量的熱量,加工區(qū)溫度可達到800℃ 以上,而刀具切削區(qū)的高溫可對工件的切削層產(chǎn)生退火和軟化效應,可很大程度上消除零件的加工硬化現(xiàn)象;同時硬質(zhì)合金涂層刀具耐高溫且紅硬性好,使得工件粗車加工時較易切削;粗加工用WNMG080404-NM4刀片為凸三角形刀片,負型刀片,可以正反使用,共6個刃可使用6次,大大降低了粗加工時的刀具費用。
粗加工選擇低轉(zhuǎn)速大進給量,切削參數(shù)選擇:切削深度ap=0.8~1.2 mm;進給量F=0.18~0.4 mm/n;主軸轉(zhuǎn)速S=600~1000rpm。粗車刀片一個刀刃可加工25~30件零件。精加工及鏜孔加工切削參數(shù)選擇:切削深度ap=0.2mm;進給量F=0.1mm/n;主軸轉(zhuǎn)速S=2000rpm左右,精車刀片一個刀刃可加工45~50件零件,鏜孔加工時一個刀刃可加工35~45件,加工后零件的表面粗糙度可達Ra0.8,尺寸精度可控制0.005mm以內(nèi),滿足了零件的設計要求,而且車削零件時的加工硬化現(xiàn)象基本消除,大大提高了加工效率及刀具使用壽命。

圖4 現(xiàn)場加工圖
鈦合金以其優(yōu)良的性能在國內(nèi)外航空航天工業(yè)領域的使用率在逐年提升,但受加工成本高、加工效率低、刀具耐用度低等問題的影響,應用層面一直受到比較大的阻礙,通過以上對鈦合金切削性能分析、合理選擇刀具及加工參數(shù),有效的解決了鈦合金零件車削時刀具耐用度低等問題。實踐證明數(shù)控車床、硬質(zhì)合金涂層刀具不失為加工鈦合金的利器,在車削刀具選擇上瓦爾特公司的產(chǎn)品是一種比較經(jīng)濟的選擇。
