
鈦及鈦合金行業
電子商務服務平臺
鈦及鈦合金行業
電子商務服務平臺




 源頭廠家帶軸絲/TA1純鈦絲/工業純鈦絲 電極鈦絲 耐腐蝕鈦絲
¥110.00/kg
寶雞工廠定制生產TA1 TA2TC4等鈦及鈦合金鈦棒鈦合金棒規格全
¥110.00/kg
廠家供應 鈦法蘭TA1TA2平焊法蘭 TC4法蘭 鈦法蘭 鈦鍛件,加工
¥115.00/件
源頭廠家現貨/鈦合金彩色螺栓/鈦彩色標準件螺絲/非標鍍色螺栓
¥5.00/件
鈦環鈦法蘭加工件鍛造法蘭/帶頸法蘭/非標法蘭/ 按圖加工異形鈦制件
¥110.00/kg
廠家生產鈦合金線夾 TC4鈦合金加工件 鈦鍛件 可定制
¥460.00/件
廠家生產鈦管道 TA2鈦卷管 耐腐蝕大口徑鈦管 規格齊全
¥95.00/kg
鈦合金螺絲純鈦DIN912圓柱頭內六角鈦螺釘螺栓M3M4M5M6M8M10M12
¥10.00/kg
恒潤源鈦管TA1 TA2 TC4 TA10 TA18鈦管 無縫管 焊管 鈦毛細管
¥110.00/kg
源頭廠家帶軸絲/TA1純鈦絲/工業純鈦絲 電極鈦絲 耐腐蝕鈦絲
¥110.00/kg
寶雞工廠定制生產TA1 TA2TC4等鈦及鈦合金鈦棒鈦合金棒規格全
¥110.00/kg
廠家供應 鈦法蘭TA1TA2平焊法蘭 TC4法蘭 鈦法蘭 鈦鍛件,加工
¥115.00/件
源頭廠家現貨/鈦合金彩色螺栓/鈦彩色標準件螺絲/非標鍍色螺栓
¥5.00/件
鈦環鈦法蘭加工件鍛造法蘭/帶頸法蘭/非標法蘭/ 按圖加工異形鈦制件
¥110.00/kg
廠家生產鈦合金線夾 TC4鈦合金加工件 鈦鍛件 可定制
¥460.00/件
廠家生產鈦管道 TA2鈦卷管 耐腐蝕大口徑鈦管 規格齊全
¥95.00/kg
鈦合金螺絲純鈦DIN912圓柱頭內六角鈦螺釘螺栓M3M4M5M6M8M10M12
¥10.00/kg
恒潤源鈦管TA1 TA2 TC4 TA10 TA18鈦管 無縫管 焊管 鈦毛細管
¥110.00/kg
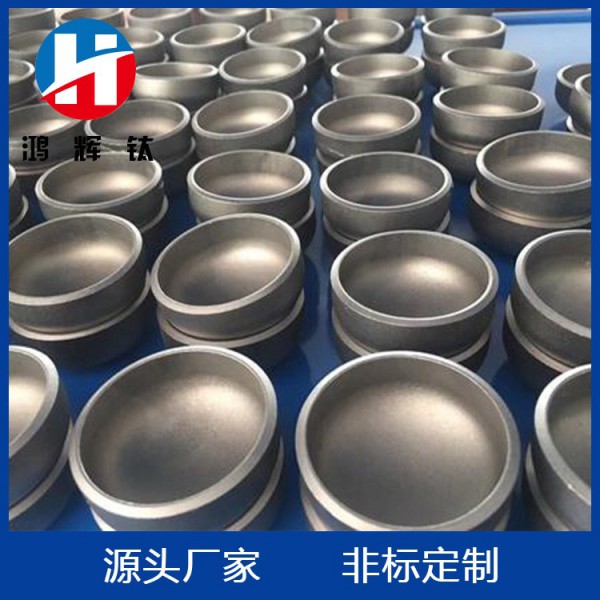
旋壓是將平板或空心坯料固定在旋壓機的模具上,在坯料隨機床主軸轉動的同時,用旋輪或趕棒加壓于坯料,使之產生局部的塑性變形。在旋輪的進給運動和坯料的旋轉運動共同作用下,使局部的塑性變形逐步地擴展到坯料的全部表面,并緊貼于模具,完成零件的旋壓加工。
旋壓加工的優點是設備和模具都比較簡單(沒有專用的旋壓機時可用車床代替),除可成形如圓筒形、錐形、拋物面形成或其它各種曲線構成的旋轉體外,還可加工相當復雜形狀的旋轉體零件。缺點是生產率較低,勞動強度較大,比較適用于試制和小批量生產。
鈦封頭旋壓過程中會使鍛模承受較高的荷載,因此,需要使用高強度的鍛模和采用防止磨損和粘結的硬質潤滑膜處理方法。在這個過程中,為防止坯料裂紋,需要時進行中間退火以保證需要的變形能力。為保持良好的潤滑狀態,不銹鋼封頭可對坯料進行磷化處理。
鈦封頭產品如有拼接焊縫,就要有焊接工藝卡,也要有相應的焊接工藝評定。根據不同的封頭材料,采用的焊接方法主要有焊條電弧焊、埋弧自動焊、氣保護焊等,板材厚度范圍比較廣,以上這些都是焊接工藝評定過程中要考慮的因素。這里特別還要強調的是焊后熱處理,封頭壓制過程中有冷壓、熱壓(相當于焊后熱處理),成形后有的還要進行焊后熱處理,同一種材料,焊后熱處理可能有幾種類別,還有不做熱處理的(冷壓封頭)。都要分別評定。封頭制造廠的焊接工藝評定,除考慮材料組別、焊接方法、厚度范圍外,特別要考慮熱處理種類。焊接工藝評定監檢員要逐一監檢確認。熱處理的控制。一般碳素鋼、低合金鋼橢圓形與碟形封頭冷成形的要進行消除應力退火熱處理,有些有特殊要求的熱成形后也要求進行退火熱處理。不銹鋼熱壓橢圓形與碟形封頭則要進行固溶處理。
另外,如果大型封頭拼板,拼接焊縫的余高不能太高,否則沖壓時焊縫與模具間會產生很大的摩擦,阻礙金屬流動。若焊縫區的強度高于母材,沖壓時會因變形不均而引起鼓包。因此,焊縫余高必須滿足規定要求,余高和板厚有關。此外,靠近板邊緣的焊縫應磨平,以減少沖壓時的摩擦力。



















本站常年法律顧問: 穆小偉
?CopyRight 2012-2025 SOTAI All Rights Reserved.
陜ICP備12008717號-22
 陜公網安備 61030502000103號
sitemaps
陜公網安備 61030502000103號
sitemaps


如無法添加,請先添加客服微信,再邀請進群!

