2.2 領料人員應根據 GB/3620.1 鈦及鈦合金牌號和化學成分及化學成分允許偏差GB/3620.2 及企標的有關規定,核對鑄錠合格證,并核對合金牌號、錠號、規格和重量是否與實物相符,確認無誤后,再進行轉料。
2.3 鑄錠轉入鍛造廠房應擺放整齊, 將標識擺放于易看到的方位或用金屬 (記號筆)在鑄錠的兩端或表面將錠號明顯標出。
2.4 生產工藝員在投料前應仔細研究產品所執行的技術標準, 保證其化學成份能滿足該產品的技術要求。否則,不能投料。
2.5 鑄錠轉入鍛造車間后爐工在裝爐前必須對鑄錠進行涂層, 涂層時將鑄錠用墊木或導輥墊起,并將鑄錠表面的雜臟物、油污用清洗劑擦洗干凈后再涂防氧化涂層。
2.6 涂層時將寫錠號的地方不要涂 , 以便裝爐前確認錠號是否正確。
2.7 涂層的厚度應控制在 0.2 ~0.4 ㎜。涂層后必須干透即 24小時后方可裝爐。
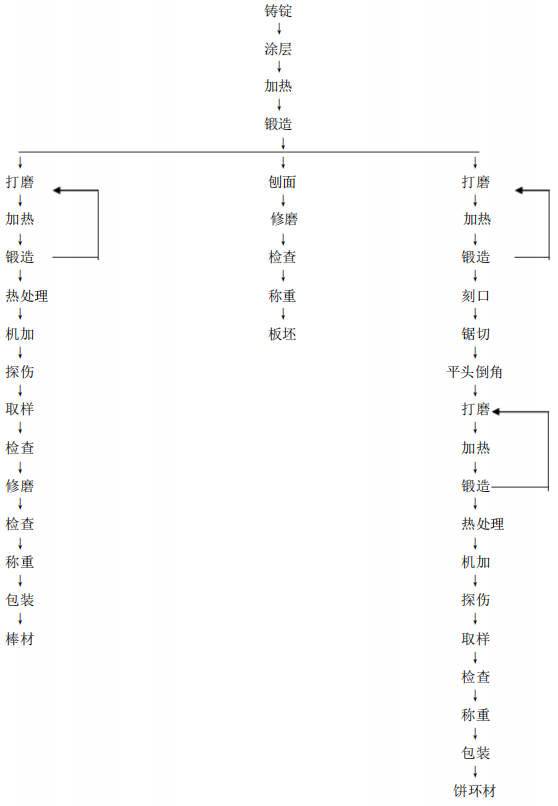
表 1:主要產品的簡明工藝流程