
4.2 鍛前準備
4.2.1 操作手在生產前首先要看設備運轉情況記錄 , 且試車檢查設備運轉是否正常 , 若有問題及時通知維修工進行處理。
4.2.2 班組每個成員要明確本班的生產任務,了解工藝卡片上的工藝要求 , 制定出本班的鍛造次序。
4.2.3 每個成員依據自己的職責準備好本班生產所需的工具。 象吊鉗、模具、摔子、沖頭、剁刀、卡規、尺子等。
4.2.4 對于一些合金料或尺寸較小 ( 小料溫降快 ) 的料在鍛造前,錘頭、摔子、沖頭、剁刀等工具應在 150~300℃溫度范圍內進行充分預熱,以保證鍛造質量,防止裂紋產生。
4.3 棒材的鍛造
4.3.1 棒材的鍛造主要是拔長 , 整個鍛造過程可分為開坯鍛造、中間(半成品)鍛造和成品鍛造。鑄錠第一火鍛造稱為開坯鍛造,其余為中間鍛造和成品鍛造。
4.3.2 鑄錠開坯時,按照“一輕二重三小”的原則。即鑄錠開坯時,首先要輕鍛、快鍛,每行程壓下量要小,純鈦每次不超過 80 ㎜,合金每次不超過 60 ㎜;當總變形量達 20~30%(鍛造比 1.25~1.43)時,每行程壓下量可加大,純鈦為 80~100㎜,合金為 60~80㎜;當變形基本結束或溫度相當低時,應逐漸減小變形量,以避免產生裂紋。
4.3.3 正常進行鍛造拔長時,送進量( Lo)一般為錘頭寬度( B)的 0.75 ,即 Lo=0.75B。例如: 對于 2000t 油壓機, B=400㎜,那么 Lo=0.75B=338㎜, 而壓下量不得大于送進量的2/3 ,即 ho-h=2/3 Lo。以免產生折疊 , 造成必須打磨 , 浪費人力且影響成品率。若工藝卡沒有要求滿錘頭鍛 , 一般按正常鍛造對待。
4.3.4 成品( 摔圓完就可以交貨的產品 ) 的前一火 , 要將坯料進行倒棱 , 即八方或十二方 ,尺寸大小要合適 , 不要太大也不要太小 , 太大摔圓時容易造成折疊和不能完成此火摔圓工序, 太小不能滿足成品尺寸。
4.3.5 成品棒材的鍛造主要是摔圓,摔圓時 , 第一遍要輕壓 , 以免壓折 , 第二遍在加大壓下量, 每根棒材最少壓三遍 , 保證工藝卡要求的外徑尺寸公差 , 并且利用坯料的余熱進行矯直。若料溫太低 , 但彎曲度不符合要求時 , 可重新加熱進行矯直 , 矯直加熱溫度一般取相變溫度以下 150~200℃, 保溫時間根據料的大小定 , 需要退火的棒材 , 退火后出爐時的溫度正好可以進行矯直。
4.3.6 彎曲度的要求 : 開坯和中間鍛造后對坯料的彎曲度沒有特殊要求 , 成品鍛造時 , 對于黑皮交貨的棒材其彎曲度為不大于 6㎜/m。對于光棒交貨的棒材其彎曲度為不大于 3㎜/m。
4.3.7 每火鍛造完 , 按照工藝卡的要求長度進行熱切 , 熱切溫度見表 5 , 因為, 若溫度太高 不易切斷且容易變形而影響坯料尺寸 , 若溫度太低 , 需要的壓力大 , 也不安全。兩端的切斜度不大于直經的 10%,且不得有明顯的馬蹄型 , 對于成品棒材不采用熱切。
4.3.8 對于切下來的料頭必須要稱重 , 將重量填寫在工藝卡片上和記錄本上 , 用瀝青或其它方法寫上牌號、錠號、字跡要清晰 , 并按牌號分類堆放整齊。
4.3.9 每支料上均要用標清牌號、錠號、節號、規格 , 并且堆放整齊 , 以防混料。認真填寫工藝卡上的每一欄。
4.4 板坯的鍛造
4.4.1 鍛造的板坯一般供軋制用料 , 軋機用料尺寸及鑄錠的規格見表 4。
4.4.2 鑄錠出爐后 , 為了能鍛造出所需的板坯寬度 , 先將鑄錠放在鐓粗臺上用蓋板壓扁后 ,再用操作機夾持進行鍛造 , 鍛造時兩頭下錘時一定要滿錘 , 以保證兩頭單鼓形外凸 , 這樣的板頭利于回收改制。
4.4.3 板坯兩端寬度方向的切斜度不大于 15 ㎜, 兩端面厚度方向的切斜度不大于 10 ㎜,熱切溫度見表 5, 鍛后利用板坯的余熱要進行校平 , 不平度不大于 7 ㎜/m。
4.4.4 每塊板坯均要標清牌號、錠號、節號、規格 , 并且堆放整齊 , 以防混料。認真填寫工藝卡上的每一欄。
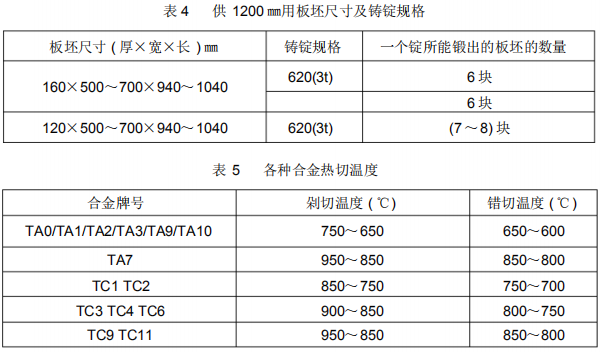
注: 其它合金可參照性能相近的合金溫度進行熱切。
4.5 餅環材鍛造
4.5.1 鍛制餅環材的坯料必須是圓盤鋸切下料 , 鋸切完后必須進行平頭倒角 , 倒角 15~20×45°。
4.5.2 嚴格執行工藝卡的鐓拔變形量 , 鐓拔時 , 一定要記住原軸向和徑向 , 以保證最后回到原軸向 , 保證流線的正確性。鐓粗時勤觀察 , 出現歪扭要及時糾正 , 防止出現折疊 , 。
4.5.3 餅材是依據工藝卡的要求進行鐓拔后 , 最終經過加熱后整型而成為所需餅材尺寸,其公差按工藝卡要求執行。
4.5.4 環材的變形工序是坯料先經過加熱后鐓粗沖孔,再加熱進行擴孔或拔長 ( 工藝上制定)
4.5.5 沖孔時沖頭要對準中心 , 防止沖偏 . 沖頭一般沖進坯料高度的 7/10 左右為宜 , 利于翻轉沖出余料 .
4.5.6 擴孔的方法:在一般情況下,采用芯棒擴孔,但有時也采用沖頭擴孔法。 擴孔時芯棒不要選的太小 , 否則, 內孔造成梅花形壓痕 , 以剛好能穿入為好 , 每火次可根據情況更換芯棒。拔長的方法: 采用芯軸外加摔子進行。 對于合金料 , 趁料溫度高時 , 先將兩頭拔到尺寸, 以防兩頭部降溫快而出現裂紋造成報廢。

