5.1 熱處理設備:電阻爐
5.2 熱處理前準備
參照工藝規程“ 3. 加熱前準備”條款,做好熱處理前的準備工作。
5.3 注意事項
5.3.1
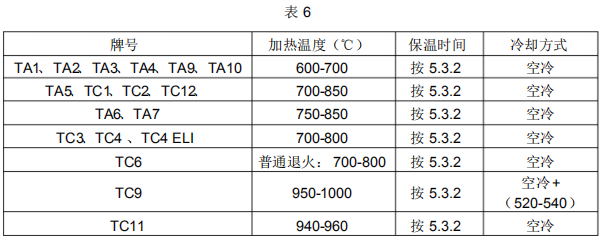
鈦及
鈦合金棒材或試樣坯可按表 6 進行熱處理
5.3.2 熱處理的保溫時間根據產品規格規定1mm/min+(10-30)min。對于異形件的熱處理應在編制鍛造工藝時,在工藝卡中另行制定加熱溫度及保溫時間。
5.3.3 裝爐時料與料之間、料與爐底應保持不低于 30mm距離。
5.3.4 對于直徑¢ 80- ¢120棒材裝爐量應控制在 1.5 噸以下;對于直徑¢ 40- ¢80棒材裝爐量控制在 0.8 噸以下;直徑小于¢ 40棒材控制在 0.5 噸以下;餅材、環材、鍛件的裝爐量在下達鍛造工藝流程卡時另行規定。
5.3.5 熱處理過程中,保溫時間達到上述要求時,應立即對熱處理產品停止加熱,并出爐進行空冷。產品出爐后應使用耐火磚墊起,與地面保持不低于 50mm距離。并應保證同批產品在同一外界溫度環境下空冷。
鈦及鈦合金鍛造生產之取樣
1.1 化學成分除了 H 含量標準要求在成品上測試以外其余均以鑄錠的化學成分報出。當用戶提出特殊要求時以雙方簽訂的協議為準。 1.2
2019-03-22 1860
鈦及鈦合金鍛造生產之探傷
1.1 設備: 超聲波探傷儀。 1.2 檢查儀器是是否正常,按標準要求用標準試樣對探傷儀的靈敏度進行測試。 1.3 按照產品所執行的標
2019-03-22 1637
鈦及鈦合金鍛造生產之殘料管理
1.1 鈦及鈦合金在鍛制工序中,產生的殘料分為三個級別,見表 8 1.2 純鈦板坯的切頭按牌號及氧含量分批存放,以便組批、改制。 1.
2019-03-22 1659
鈦及鈦合金鍛造生產之鋸切
1 設備: 圓盤鋸、帶鋸 GD4250、GH4280/90 1.2 注意事項及質量要求。 1.2.1 直徑大一些的棒材先刻口再鋸切。如果是餅環材下料
2019-03-22 1731
鈦及鈦合金鍛造生產之錠節號管理
8.1 錠節號的編制 8.1.1 所有的合金產品、純鈦板坯和純鈦餅環材都必須編制錠節號。 8.1.2 鑄錠在第一火鍛造后被切斷 , 一般切為
2019-03-22 2995