
摘要:針對80MN海綿鈦壓機所壓制的電極塊從凸模中脫模困難及電極塊密度分布不均的問題,通過有限元軟件模擬分析了電極塊在脫模過程中,凸模和電極塊的應力場、主應力、速度場分布情況,定量分析了電極塊所受的摩擦力,找出了脫模困難的原因。在此基礎上,優化了凸模成型面形狀,模擬分析了優化后凸模尖角處的強度、脫模過程及電極塊的密度分布情況。優化后的凸模不僅徹底解決了電極塊脫模困難的問題,而且電極塊密度不均勻的情況得到了改善。
關鍵詞:海綿鈦電極塊;凸模;脫模;有限元模擬
工業上一般采用模具壓制海綿鈦電極塊,然后用于制備自耗電極。用于壓制海綿鈦電極塊的模具,不僅要求所壓制的電極塊密度、強度、尺寸滿足要求,而且要求電極塊在成型過程中易于脫模,成型后的電極塊易于堆垛、裝夾和焊接。
西部超導材料科技股份有限公司采用80MN油壓機壓制鈦及鈦合金電極塊,所壓制的電極塊質量在115~200kg之間。生產實踐發現,在電極塊壓制成型過程中,當電極塊的上頂面與模腔的下底面平齊時,電極塊易卡在凸模中,無法在重力作用下從凸模的成型面內脫出,如圖1所示。這時需要滑塊帶動凸模向上回程300mm,進入模腔,再下行300mm,退出模腔,連續2~3次,利用電極塊與模腔之間的摩擦力將電極塊從凸模的成型面剝離。通過這種方式實現脫模,導致電極塊生產周期長、效率低。此外,從所壓制的電極塊表面質量來看,其頂部海綿鈦顆粒變形量小,且排列疏松,而與凸模兩側尖角接觸部分的海綿鈦顆粒變形量大,且排列緊湊,如圖2所示。這種電極塊經過焊接制成自耗電極后,在熔煉過程中會出現掉塊現象,不利于鑄錠合金成分的均勻化。為了減少脫模時間,提高生產效率,同時也為保證鑄錠熔煉過程成分的均勻性,避免自耗電極掉塊現象的發生,則需要對電極塊壓制模具進行改進和優化。
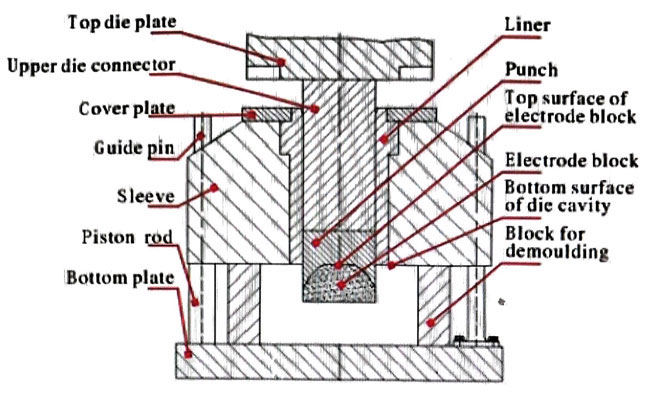
圖1 電極塊卡在凸模中的示意圖

圖2 凸模結構優化前電極塊宏觀照片
1、電極塊壓制過程模擬分析
為了找出電極塊脫模困難的原因,采用有限元軟件對電極壓制過程和模具受力情況進行分析。
因電極塊形狀左右對稱,視其為平面應變問題,選用2D模擬。模型單元為四邊形四節點網格,并對局部進行網格細化劃分,如圖3所示。基于粉末塑性力學方法建立材料模型。對電極壓制過程進行如下假設:①電極壓制過程為X、Y平面應變問題(因電極塊出型腔后只與凸模接觸,不考慮X、Y平面邊界條件);②凸模與底模按彈性模型設定(模具材料為Cr12MoV),其余設定為剛體;③電極材料視為可壓縮的連續體,按多孔介質Porous模型設定;④壓制過程考慮變形熱及熱傳遞;⑤考慮重力的影響(與脫模落料相關)。模型選用有限元軟件中的Porous模型。所壓制的物料為海綿鈦顆粒和中間合金顆粒的混合體,根據海綿鈦及合金顆粒的大小、孔隙等裝料實際情況,經計算確定材料初始相對密度為0.318。在壓制初期,材料處于低密度的松散狀態,其準確性較低。在壓制后期,高密度區域(相對密度≥0.7)能較好的解釋多孔介質的變形行為。
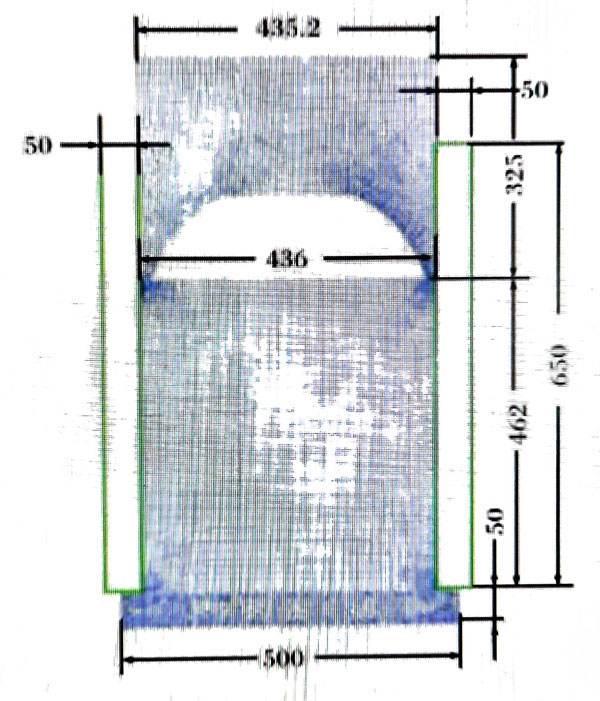
圖3 電極塊有限元模型
模型邊界條件處理:因海綿鈦電極塊的壓制屬于冷擠壓塑性成型,故采用常系數剪切摩擦模型。海綿鈦顆粒與模具的摩擦系數設為 在電極塊壓制過程中,考慮變形熱的影響。
1.1優化前電極塊及凸模截面尺寸
壓制的電極塊最大對角線尺寸為480mm,融化該電極的坩堝內徑為560mm,單個電極塊規格為436mm×400mm×215mm,平均密度為3.6×103 kg/m3,質量為115kg。圖4為電極塊截面及凸模截面尺寸示意圖。
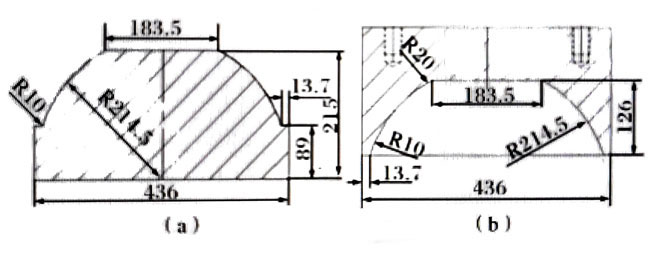
圖4 優化前電極塊及凸模的截面尺寸示意圖
1.2電極塊壓制過程模擬分析
在電極塊脫模過程中,電極塊上頂面和模腔下平面平齊時,電極塊已不受模腔的摩擦力作用,只受重力和凸模給它的作用力。顯然,凸模給電極塊的作用力大于電極塊所受重力,使其無法從凸模的圓弧成型面內順利脫出。
選用Deform-3D軟件進行有限元模擬。該軟件是一套基于工藝模擬系統的有限元系統,專門用于分析各種成型過程中的金屬變形,能夠為使用者提供工藝分析數據。為簡明扼要的說明問題,按軟件操作流程,在后續的分析過程中選取關鍵步驟與節點進行論述。
電極塊成型要經過凸模加壓、保壓、卸壓、滑塊回程、模腔頂起、底模退出、電極塊脫模等過程。模具與電極塊在每個過程中所受的力各不相同,因而對這些相關過程進行模擬分析。
電極塊保壓階段,如圖5a所示,凸模左右兩側尖角因受電極塊的反作用力而張開并與型腔接觸,此時電極塊與凸模、底模及型腔充分接觸,凸模所受的最大等效應力為1198MPa,位于凸模上部的螺紋孔處;凸模卸壓、模腔頂起、底模退出后,電極塊釋放內部應力,其與凸模僅在尖角圓弧過渡處接觸,電極塊前后面與型腔局部接觸,凸模左右兩側尖角處因彈性變形恢復與型腔脫離接觸,凸模等效應力大幅度降低,最大等效應力在凸模左右兩側的尖角處,為233MPa,如圖5b所示;電極塊的最大等效應力在凸模尖角對應的臺階處,由701 MPa降至672 MPa。
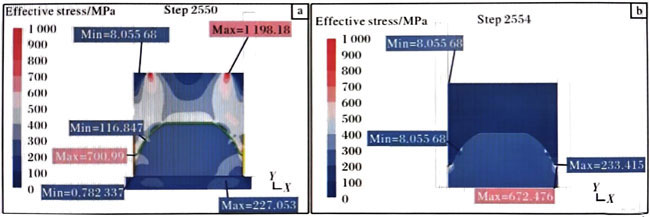
圖5 優化前保壓與卸壓后凸模和電極塊的等效應力分布圖
從電極塊壓制過程中保壓、卸壓及底模退出時的速度場變化(如圖6所示)可知,當底模退出型腔后,電極塊迅速與凸模局部脫離。但凸模兩側尖角處向電極塊心部迅速回彈的速度更大,對電極塊產生強烈的夾持作用,直至電極塊頂部與模套下平面平齊時,夾持力依然存在,如圖7所示。因為電極塊夾持反作用力作用于凸模尖端,并使其產生最大180MPa的等效應力,如圖7a所示。沿Z方向(電極塊長度方向),如圖7b所示,單位長度(1mm)X方向的夾持力 Nx=-86.7~148N,若摩擦系數μ取0.1,已知電極塊長度L為400mm,由F阻=u×Nx×L得出脫模阻力為3468~5920N,這個力遠大于電極塊自重(1127N)。此時,由圖7c所示凸模及電極塊速度場的分布情況可知,凸模尖角處繼續向內回彈的速度m/s)雖小,但比電極塊的最大速度 mm/s)還要大一個數量級,因而電極塊依然被夾持在凸模內。當電極塊頂部低于模套下平面時,凸模開始回程,電極塊又被凸模帶入型腔,電極塊與型腔發生局部接觸及摩擦,在重力作用下與凸模分離。實際生產過程中需回程2~3次,電極塊才能徹底與凸模分離進而脫落。
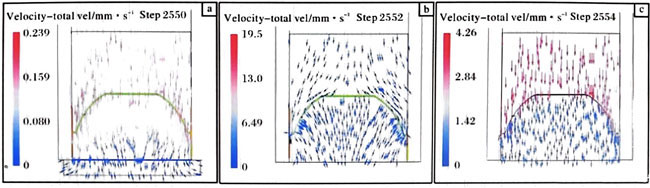
圖6 優化前凸模和電極塊在保壓、卸壓及底膜退出時的速度場
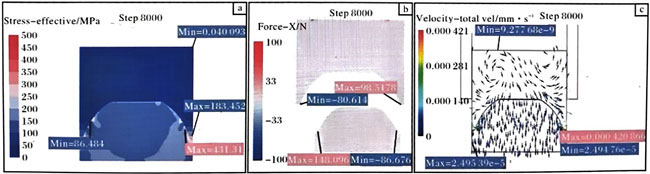
圖7 優化前電極塊頂部與模套底面平齊時凸模和電極塊的應力場、尖角處應力分布及速度場
2、凸模結構優化及模擬分析
由以上對電極塊壓制過程的模擬分析可知,電極塊無法從凸模型腔中脫出是由于凸模尖角處回彈對電極塊的夾持作用造成的,即凸模尖角內側對電極塊的摩擦力大于電極塊重力,阻礙了電極塊自由下落。
電極塊所受脫模阻力F阻=2Nμ(β為凸模尖角內側處斜度),因此增大β角可減小脫模阻力。另外,減小尖角的長度,可使海綿鈦在壓制過程中獲得更好的流動性,即減小尖角插入海綿鈦顆粒中的深度,可使尖角處所受夾持力N減小,進而內側的摩擦力也會減小。
根據以上分析結果,在保證電極塊組合后對角線尺寸不變的條件下,對凸模結構進行了以下優化:①增大凸模夾持處側壁斜度,β增大至35°;②在保證電極塊外形尺寸在允許公差范圍內的條件下,縮短凸模左右兩側尖角距型腔頂部的高度,使其降至118mm。優化后的電極塊截面和凸模截面尺寸如圖8所示。
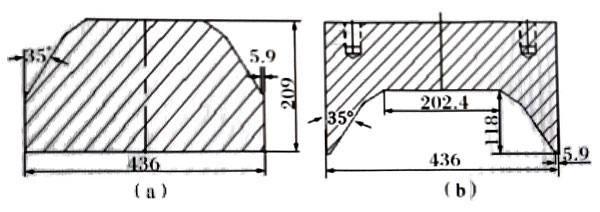
圖8 優化后電極塊和凸模的截面尺寸示意圖
為保證優化后的凸模能夠滿足生產要求,對凸模進行模擬分析與驗證:①電極塊能否順暢脫模;②制備的電極塊平均密度能否滿足工藝要求;③優化后尖角處(寬度變為5.9mm)強度能否滿足要求。
按照同樣方法,對優化后的凸模進行有限元建模,按壓制過程進行模擬分析。在保壓階段,如圖9a所示,凸模左右兩側尖角受電極塊的反作用力張開,并與型腔內壁接觸,該處等效應力為700MPa,最大等效應力位于凸模上部螺紋孔處,為1593MPa,此時電極塊與凸模、底模及型腔充分接觸。凸模卸壓、模腔頂起、底模退出后,如圖9b所示,電極塊釋放應力,與凸模僅在左右兩側尖角處接觸,與型腔前后局部接觸;凸模尖角彈性恢復后與型腔脫離接觸,凸模等效應力大幅降低,最大應力等為110MPa,位于凸模左右兩側尖角處;電極塊的最大等效應力值由830.57 MPa降至645.27 MPa,位于凸模尖角對應的臺階處。凸模與電極塊分離時電極塊內部等效應力值范圍為150.22~541.34 MPa,最大值位于電極塊的臺階處,最小值位于在電極塊心部偏上處,如圖9c所示。
當凸模卸壓、底模退出、模腔頂起后,電極塊頂部向下速度大于凸模頂部向下速度,電極塊迅速與凸模成型面脫離。凸模尖角處向內回彈的速度小于電極塊下落速度,其對電極塊未產生夾持作用。電極塊雖與凸模脫離,但電極塊仍在模腔內,因彈性后效,電極塊與模腔四周接觸,在摩擦力作用下停止下墜,速度場如圖10a所示。隨著凸模進一步下壓,電極塊與凸模一起下行,速度場如圖10b所示。當凸模頂部與模套底部平齊時,電極塊脫落型腔,自由下落,速度場如圖10c所示。
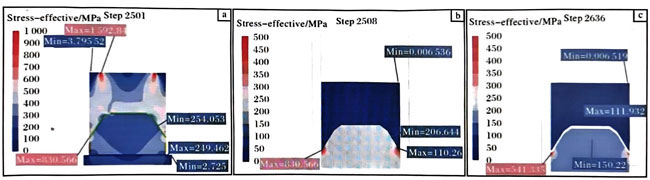
圖9 優化后凸模和電極塊在保壓與底模退出時的等效應力分布
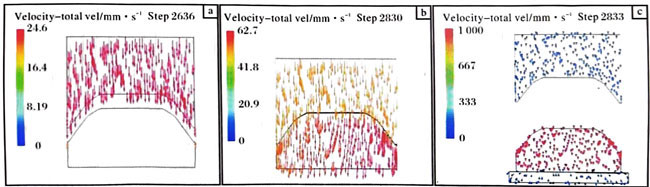
圖10 優化后電極塊脫模過程的速度場
對電極塊壓制過程中凸模的等效應力和最大應力進行分析,結果如圖11所示。從圖11a可以看出,凸模尖角最大等效應力780MPa,其值遠遠小于凸模材料屈服強度,2MPa;凸模尖角最大主應力在外側尖角處,為-819.09 MPa,遠遠小于壓模材料抗壓強度 070MPa.因此凸模也不會發生開裂。使用優化后的凸模已生產電極塊近千噸,凸模無損傷情況發生。
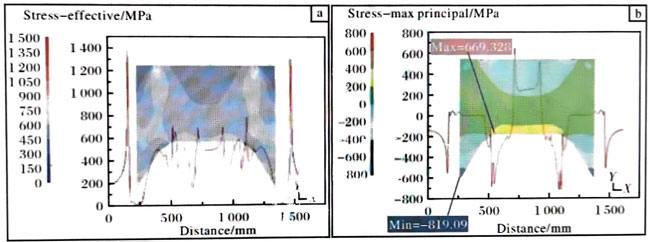
圖11 優化后電極塊壓制過程中凸模的等效應力及最大主應力分布圖
圖12為凸模結構優化前后所壓制電極塊的相對密度分布圖。由圖12a可知,優化前電極塊的最低相對密度為0.652,低于工藝要求,存在熔煉時掉塊的風險。低密度區域主要在電極塊左右兩側及臺階上50mm左右的圓弧面上。電極塊的最大相對密度為0.99,位于左右兩側的小臺階處,電極頂部相對密度為0.75,底部中心相對密度為0.78,底部尖角相對密度為0.71,平均相對密度為0.795。由圖12b可知,優化后電極塊最低相對密度為0.765,最大相對密度為0.998,電極塊頂部相對密度為0.78,底部中心相對密度為0.80,底部尖角相對密度為0.78,整體上比優化前提高了10%(此處為電極塊焊接點,較高的密度可以有效改善電極的焊接質量,從而保證熔煉質量和鑄錠的成分均勻性);優化后整體平均相對密度達到了0.80,極差較優化前的0.3384降至0.2331。凸模經優化改進后,所壓制的電極塊密度分布更加均勻,達到工藝要求(相對密度 0.70)。
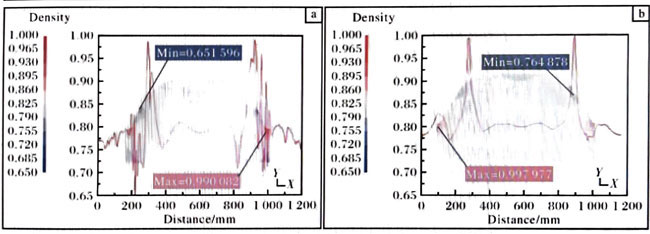
圖12 凸模結構優化前后所壓制的電極塊相對密度分布圖
圖13為采用優化后的凸模壓制的電極塊宏觀照片。從圖13可以看出,海綿鈦及中間合金顆粒之間結合緊密,無孔洞,電極塊表面光澤發亮,其密度明顯優于優化前。
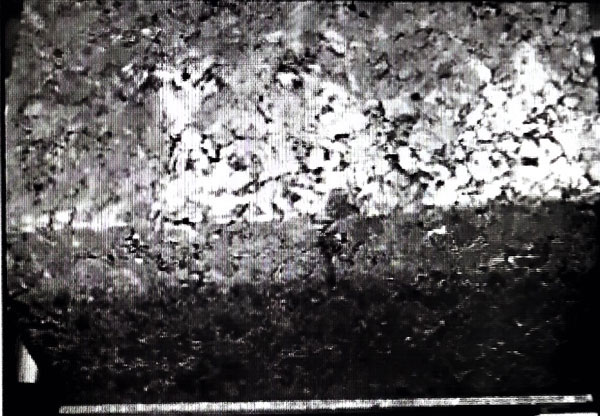
圖13 凸模結構優化后所壓制的電極塊宏觀照片
3、結論
(1)電極塊脫模困難主要是由于凸模成型面內側阻力大于電極塊自重造成的。增大凸模夾持處內壁斜度,可以降低摩擦阻力。
(2)利用海綿鈦顆粒的流動性,在保證電極塊尺寸滿足工藝要求的情況下,減小凸模尖角插入海綿鈦及中間合金顆粒中的深度,可實現一次脫模,并且電極塊密度不均勻的情況得到明顯改善。
(3)優化后的凸模應用于生產,顯著提高了80MN海綿鈦壓機的生產效率。
參考文獻
[1]成大先.機械設計手冊:第1卷[M].4版.北京:化學工業出版社,2006:1-8.
[2]吳詩惇.冷溫擠壓技術[M].北京:國防工業出版社,1995:110.
[3]稀有金屬材料加工手冊編寫組.稀有金屬材料加工手冊[M].北京:冶金工業出版社,1984:372.
[4]焦明華,宋平,解挺,等.粉末冶金壓制成型數值模擬研究進展[J].金屬功能材料,2007,14(5):29-31.
[5]楊思一,王錄才,王彥啟.基于規則微型機構材料等效彈性模量的有限元分析[J],鑄造設備與工藝,2009(4):11-14.
[6]歐陽鴻武,何世文,劉詠,等.裝粉方式對鈦粉壓制成形影響的數值模擬[J].粉末冶金材料科學與工程,2004,9(3):184-191.
[7]胡建軍,李小平.DEFORM-3D塑性成型CAE應用教程[M].北京:北京大學出版社,2011.
[8]李萍,薛克敏.純鉬燒結體壓縮變形本構模型建立[J].固體力學學報,2012,33(3):331-335.
李軍仁,董衛選,李陽,羅文忠,候峰起,雷強
(西部超導材料科技股份有限公司,陜西西安710018)
